Mẫu tháp kiểm tra nhiệt độ in 3D cho nhựa PETG (Heat Tower)

Anh em đang gặp khó khăn khi tìm nhiệt độ in chuẩn cho nhựa PETG? Hãy thử ngay mẫu tháp kiểm tra nhiệt độ (Heat Tower) chuyên dụng này. Với dải nhiệt từ 250°C đến 215°C, mẫu in này giúp anh em dễ dàng xác định mức nhiệt độ tối ưu, giảm thiểu tình trạng kéo chỉ (stringing) và cải thiện độ bám dính lớp cho bản in. Đây là một công cụ hỗ trợ cực kỳ hữu ích, được tùy chỉnh dựa trên thiết kế của Milbo, giúp tối ưu hóa hiệu suất cho máy in 3D. Chỉ cần thiết lập G-code đơn giản để thay đổi nhiệt độ theo từng tầng, anh em sẽ nhanh chóng nắm bắt được các thông số kỹ thuật cần thiết cho mọi cuộn nhựa PETG, đảm bảo sản phẩm đầu ra luôn sắc nét, bóng mịn và đạt chất lượng tốt nhất trong mỗi lần in.
Mô tả
Tháp kiểm tra nhiệt độ in 3D cho nhựa PETG
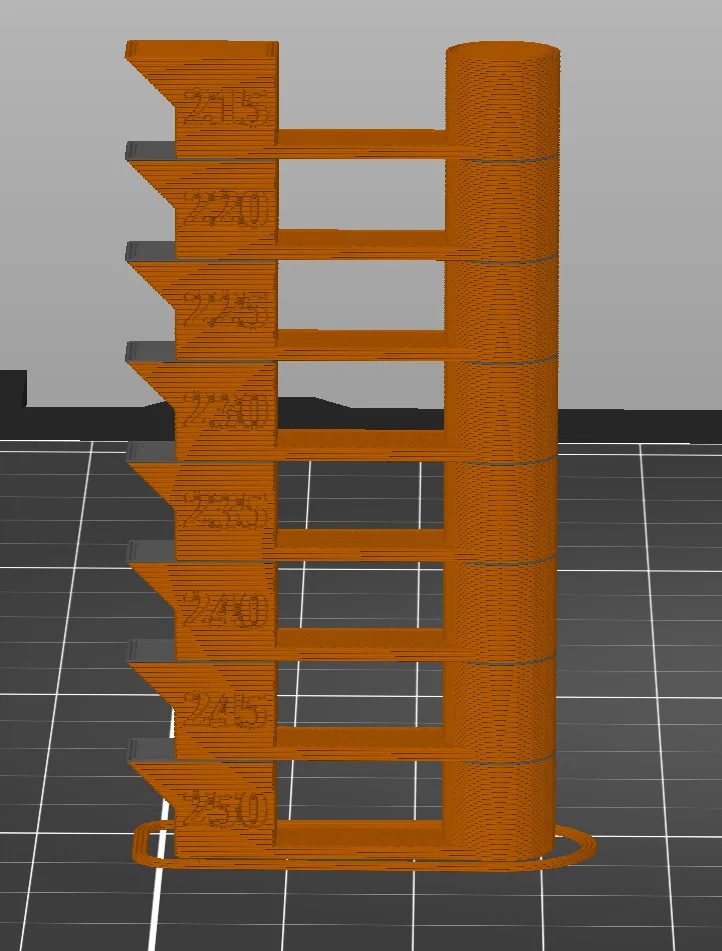
Việc tìm ra thông số nhiệt độ tối ưu cho mỗi cuộn nhựa PETG mới là bước cực kỳ quan trọng để có được bản in chất lượng cao. Với mẫu tháp nhiệt độ (Heat Tower) này, anh em có thể dễ dàng kiểm tra và xác định mức nhiệt lý tưởng cho máy in của mình trong khoảng từ 250°C đến 215°C. Đây là phiên bản được tùy chỉnh lại từ thiết kế nổi tiếng của Milbo, mang lại sự ổn định và dễ quan sát kết quả nhất cho người dùng phổ thông.
Khi anh em bắt đầu in tháp nhiệt độ này, máy in sẽ thay đổi nhiệt độ đầu phun (hotend) sau mỗi tầng. Điều này giúp anh em thấy rõ sự khác biệt về độ bóng bề mặt, độ bám dính giữa các lớp, cũng như hiện tượng kéo chỉ (stringing) ở các mức nhiệt khác nhau. Đây là công cụ không thể thiếu trong bộ sưu tập của những ai muốn tối ưu hóa chất lượng in PETG một cách khoa học và nhanh chóng nhất.
Sử dụng mẫu này rất đơn giản, anh em chỉ cần thiết lập G-code để giảm nhiệt độ dần theo từng khoảng tương ứng với các con số được khắc trên tháp. Dưới đây là một số lưu ý quan trọng để anh em in tháp nhiệt độ hiệu quả:
- Khoảng nhiệt độ: Tháp được thiết kế để kiểm tra từ 250°C (đáy) xuống 215°C (đỉnh), rất phù hợp với đặc tính của hầu hết các loại nhựa PETG hiện nay.
- Tùy chỉnh G-code: Hãy nhớ sử dụng chức năng ChangeAtZ hoặc gán lệnh M104 trong phần mềm Slicer để máy tự động hạ nhiệt độ theo đúng từng tầng.
- Quan sát kết quả: Sau khi in xong, hãy kiểm tra kỹ bề mặt in để tìm mức nhiệt độ ít bị hiện tượng stringing nhất nhưng vẫn đảm bảo độ bám dính lớp tốt nhất.
- Cài đặt in: Nên in với tốc độ vừa phải, không cần dùng support, độ dày lớp (layer height) khoảng 0.2mm là đủ để quan sát chi tiết.
- Tiết kiệm nhựa: Mẫu tháp này được tối ưu hóa để tiêu tốn ít nhựa nhất có thể nhưng vẫn đủ diện tích để đánh giá chất lượng in.
Hy vọng mẫu tháp nhiệt độ này sẽ giúp anh em làm chủ được cuộn PETG của mình, từ đó có những sản phẩm in 3D đẹp mắt và bền chắc hơn. Đừng quên thử nghiệm với nhiều thương hiệu nhựa khác nhau vì mỗi loại đều có những yêu cầu về nhiệt độ riêng biệt.
Giấy phép

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!