Profile Orca Slicer V3 cho Elegoo Orange Storm Giga (1–4 Print Heads)

Profile ORCA SLICER V3 cho Elegoo OrangeStorm Giga: hỗ trợ 1 hoặc 4 print heads (2–3 heads chỉ cần đổi bed X = 800/chia số head). Có hướng dẫn WiFi, PAUSE/M600 Klipper, G-code start/end và lưu ý “by object”.








Mô tả
Mình làm cái này cho Orca Slicer dùng với 1 print head hoặc 4x print head. Với 2 hoặc 3 print head thì chỉ cần đổi print bed X: lấy 800 chia cho số lượng print head. Có lệnh pause theo layer height để bạn tạm dừng và thay filament.
Để in qua WiFi, thêm IP của máy in ở góc trên trái (chỗ danh sách printer) sẽ có icon WiFi.
Chọn printer profile theo bed bạn muốn dùng, đọc phần bên dưới để biết thêm chi tiết.
Update v3 cố gắng sửa lỗi in “by object” khi qua món thứ 2 thì layer 1 và 2 lại bị đổi nhiệt độ tất cả build plate. Đọc ghi chú ở cuối phần machine notes.
Nếu mình làm sai chỗ nào thì nhắn giúp mình nên làm sao. Làm ơn đừng report mình.
Ngoài ra có profile cho nozzle 0.6mm. Đúng là mình để print speed và acceleration hơi chậm, bạn có thể chỉnh theo ý. Silk mình để 60mm/s là có chủ đích vì một số màu (như bạc) có thể đổi tông theo tốc độ và nhiệt.
Công suất (wattage): với 4 print heads và 2 bed sections, trong lúc in layer 2 trung bình ~620W. 1 bed khoảng ~520W.
2 beds đang heat up khoảng ~860W.
4 beds ~1600W. Mình khuyên chỉ nên heat beds 2 cái một lượt, vì ngay cả ổ chống sốc 20A cũng có thể bị nhảy.
Phần bên dưới là ghi trong notes của printer profile settings. --------------------------------------------------------------------------------------------------------------
Machine Start G-code T #number là số plate "M190 T0 S" là nhiệt bed của plate trước-trái T1 trước-phải T2 sau-phải T3 sau-trái
Set Bed Temp Other Layer = "0" để ngăn các bed khác tiếp tục heat sau layer đầu. Cái này nằm trong Filament Settings.
the "4" thay vì "9" là để nhảy sang dòng lệnh tiếp theo, còn "9" thì sẽ đợi heat xong mới đi tiếp. Vậy nên nếu bạn chịu tải watt cao hơn, bạn có thể dùng M140 cho các plate đầu, rồi M190 cho plate cuối để nó đợi các plate đó đạt nhiệt trước khi bắt đầu heat nozzle (trừ khi bạn chỉ dùng toàn M140). Chỉ lưu ý đừng để nozzle cuối là M104 vì nó có thể heat đủ nóng trước khi bắt đầu in.
Bạn có thể thêm lại dòng này để hot end lên 140C trong lúc bed đang heat, nhưng sẽ hút điện nhiều hơn cùng lúc. M104 S140
Nếu bạn muốn heat nozzle lần lượt từng cái, hoặc đổi [ ] thành số để mỗi nozzle nhiệt khác nhau: M104 T0 S[nozzle_temperature_initial_layer] ; wait for nozzle temp to stabilize M104 T1 S[nozzle_temperature_initial_layer] ; wait for nozzle temp to stabilize M104 T2 S[nozzle_temperature_initial_layer] ; wait for nozzle temp to stabilize M109 T3 S[nozzle_temperature_initial_layer] ; wait for nozzle temp to stabilize
PAUSE và M600 là G-code tạm dừng và đổi filament, được hỗ trợ dưới dạng macros trên Klipper. Nhớ kiểm tra máy bạn có bật macros. Trong web control panel, bạn vào settings (góc dưới trái), rồi kéo xuống sẽ thấy macro group để xem macros. Hai lệnh này gần như giống nhau. Khi resume, nhớ giữ sợi filament bị đùn ra rồi gỡ bỏ nó khi máy bắt đầu quay lại vị trí in để tránh oozing lên model.
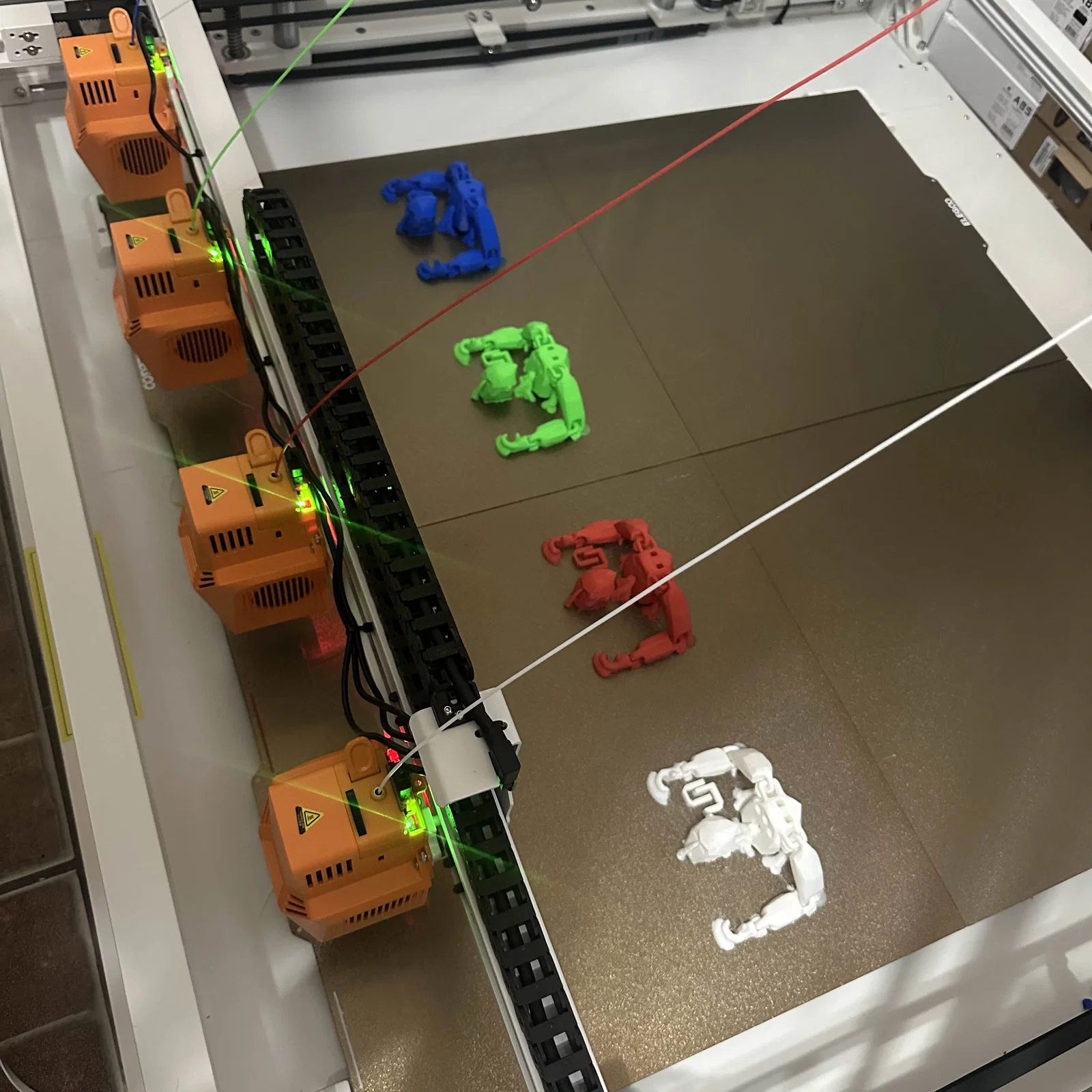
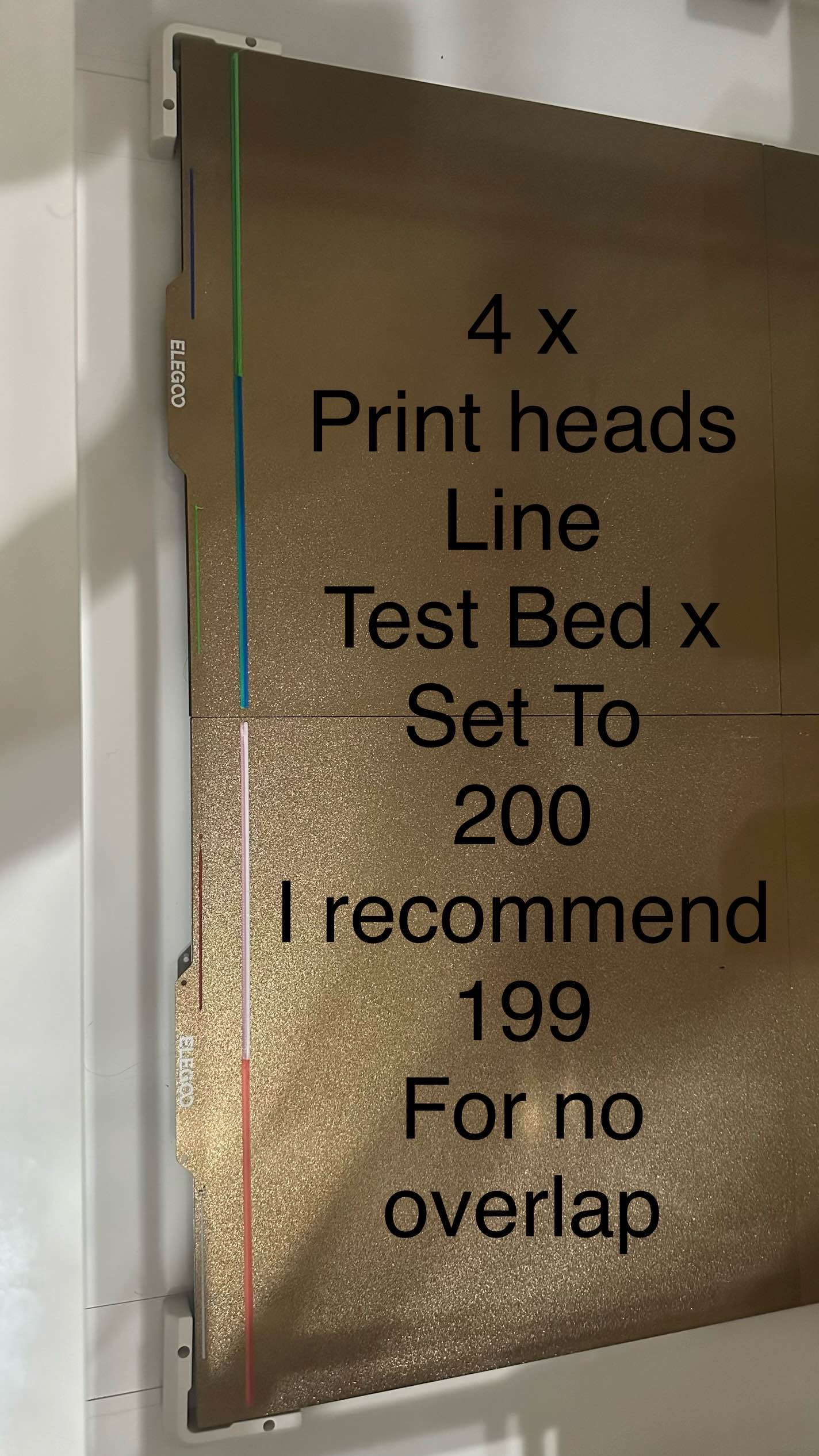
Để dùng máy này với nhiều print heads, thực ra chỉ là đổi build plate X size. 1 print head là 800x, rồi chia cho số print head. Ví dụ 4 heads là 200x, mình khuyên dùng 199x hoặc đừng đặt vật in sát biên, vì head 0,1 bị overlap một tí xíu và có thể dính print lại với nhau (tương tự 2,3).
Nếu in nhiều món theo kiểu in lần lượt (sequence), mình rất khuyên sắp xếp từ trước ra sau để chừa clearance cho thanh x rail bar.
Cho in "BY OBJECT" Mình có thêm if statements trong "after layer change gcode" như ví dụ này cho bed 0 và 1 bật, còn 2 và 3 tắt. Mình làm vậy vì gcode gọi M140 S0 ở layer 2 của object thứ 2 làm tắt nhiệt bed; nên if statement này sẽ bật lại ở layer sau nếu layer thứ 3 có Z nhỏ hơn 3.6, đồng thời set lại nhiệt bed khi M140 S (nhiệt bed layer 1) lúc object thứ 2 bắt đầu. Nếu bạn có nhiệt khác nhau cho từng nozzle thì cũng thêm các statement tương tự, nhưng cho nozzle m104 t# s.
{ if layer_z < 3.6 }M140 T0 S[bed_temperature_initial_layer_single] { endif } { if layer_z < 3.6 }M140 T1 S[bed_temperature_initial_layer_single] { endif } { if layer_z < 3.6 }M140 T2 S0 { endif } { if layer_z < 3.6 }M140 T3 S0 { endif }
----------------------------------------------------------------------------------------------------------------
Start gcode cho tất cả plates heat lên theo kiểu 2 cái một lượt ;FLAVOR: Klipper ;ELEGOO OrangeStorm Giga ;CFG-Orcaslicer-000000 ;Number of Extruders: 4 ;X(Width):200 Y(Depth):805 Z(Height):1010 ;Nozzle Size:[nozzle_diameter]mm M220 S100 ;Set the feed speed to 100% M221 S100 ;Set the flow rate to 100%
M140 T0 S[bed_temperature_initial_layer_single] M190 T1 S[bed_temperature_initial_layer_single]
M140 T2 S[bed_temperature_initial_layer_single] M190 T3 S[bed_temperature_initial_layer_single]
G90 G28 ;home G1 Z10 F300 G1 X67.5 Y0.5 F6000 G1 Z0.6 F300
M109 S[nozzle_temperature_initial_layer] ; wait for nozzle temp to stabilize
G92 E0 ;Reset Extruder G1 X67.5 Y0 Z0.6 F300 ;Move to start position G1 X167.5 E35 F400 ;Draw the first line G1 Z0.8 F120.0 ;Move to side a little G1 X162.5 F3000 G92 E0 ;Reset Extruder
End G code
G91 ;Relative positionning M83 G1 E-2 F2700 ;Retract a bit G1 X5 Y5 E-8 Z3 F2400 ;Retract and raise Z G90 ;Absolute positionning G1 X20 Y20 F9000 ;Present print M104 S0 ;Turn-off hotend M140 S0 ;Turn-off bed M84 X Y E ;Disable all steppers but Z
----------------------------------------------------------------------------------------------------------------
Thiết lập vật lý (physical set up) cho 2-4 print heads: cảnh báo
Cảnh báo hoặc gợi ý khi mở ra và lắp cái này.
Mình đã cân bàn (leveled) trước khi làm phần này.
-
Nâng thanh print head bar lên để bạn thao tác dễ hơn.
-
Nhớ lấy cái slider ra khỏi miếng foam đen trong hộp rail. (Ước gì mấy món này và các món khác dễ tìm hơn hoặc biết nó ở đó. Đồ đen trong foam đen 😞)
-
Chuẩn bị khu vực làm việc sạch sẽ phòng khi rớt linh kiện.
-
Mình không nới belt vì không cần siết lại. Khi lắp rail slider thì coi chừng rớt bi. (Mình có rớt nhưng tìm lại được.) Khi trượt vô từ bên trái, đừng để quá nghiêng, cố gắng vô thẳng để bi không bị hất ra. Giữ lại cái slider insert phòng khi bạn tháo multi head rail để bi nằm yên, và dán băng keo/niêm lại để nó không rơi ra khi bạn không dùng.
-
Nhớ vị trí ốc nào vào chỗ nào vì có vài con hơi lớn hơn một chút. Có lock washers ở chỗ các ốc trước của base plate bắt vào belt connector, nên đừng làm mất.
-
Bắt ốc phía sau của head hơi lỏng để lát canh chỉnh.
Chắc tầm 40 con ốc để thao tác, mình nghĩ vậy.
---------------------------------------------------------------------------------------------------------------
Giấy phép

File mô hình
Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!