Dừng hỗ trợ - Cura cho dòng Bambu X1 và P1

Dự án giúp đơn giản hóa việc thêm máy in Bambu Lab dòng X1 và P1 vào Cura. Lưu ý: Dự án đã ngừng cập nhật, người dùng cần cẩn trọng và kiểm tra hướng dẫn kỹ.

Mô tả
Có vẻ như dự án này không còn hoạt động hoàn hảo với tất cả mọi người nữa.
Hiện tại, mình không còn sở hữu máy in Bambu Lab nào cả - do đó, dự án này không còn được tiếp tục hoặc cập nhật nữa và đã bị bỏ ngỏ khá lâu rồi.
Để đảm bảo an toàn, mình đã gắn nhãn dự án là “ngừng hỗ trợ” (discontinued).
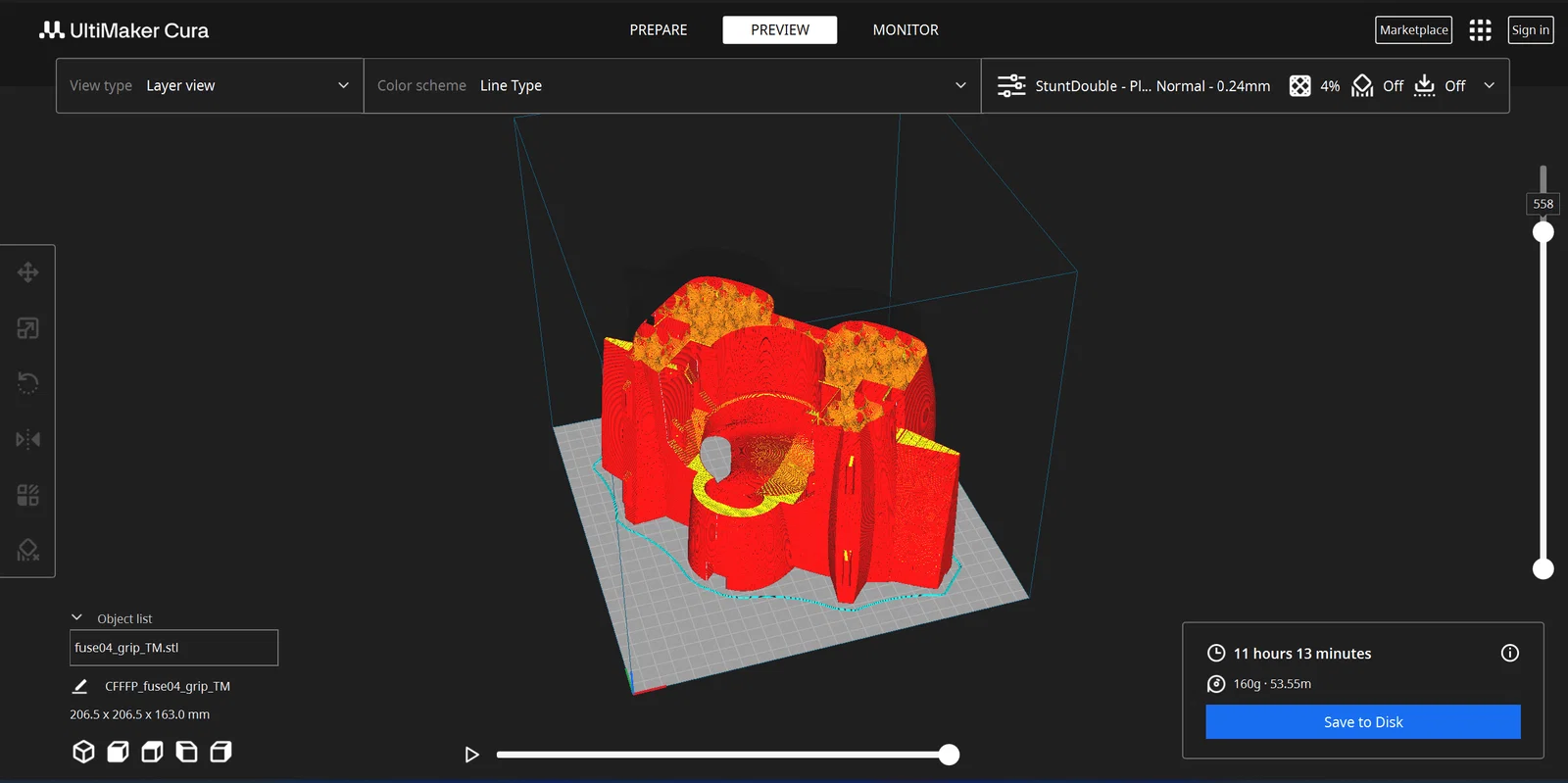
Hiện tại, bạn bắt buộc phải tích chọn mục “relative extrusion” trong tab “special modes” ở Cura để sử dụng các đoạn start và end gcode được cung cấp. Nếu không, các vấn đề nghiêm trọng về đùn nhựa sẽ xảy ra!
Cấu hình in (print profiles) được người dùng khác chia sẻ:
- Planeprint P3 Surface PLA bởi @gfalgiano:
- Planeprint P3 Surface ABS bởi @Tianquan Fan:
- Cảm ơn mọi người đã chia sẻ!
-- Version 1.7.1 --
- Thêm start gcode cho các loại bàn in không vân (bàn "engineering")
- Thêm end gcode không tự thu hồi nhựa khi dùng AMS
- Thay thế hình ảnh cấu hình bằng hình ảnh rõ hơn
- Xóa bỏ các cấu hình in cũ
- Thêm hai cấu hình in mới
-- Version 1.7.1 --
-- Version 1.7.0 --
- Hiện đã bao gồm start+end gcode riêng cho P1P (không dùng AMS, bàn Bambu Dual Sided Textured PEI, đầu phun 0.4)
- Cải thiện thêm đường purge line
- Cải thiện/thêm một số cấu hình in và loại bỏ các cấu hình khác (cấu hình được đặt tên/sắp xếp theo loại nhựa, cần định nghĩa máy in cơ bản để nhập và kiểu in được hỗ trợ)
-- Version 1.7.0 --
-- Version 1.6.0 --
- Thêm các phiên bản start gcode cho phép tắt tính năng phát hiện spaghetti, giúp tránh báo động giả khi in (ví dụ như khi dùng nhựa LW)
- Loại bỏ gcode làm quạt chạy ở tốc độ 60% sau khi in xong vì nó gây cong vênh các lớp đáy (có lẽ do quạt AUX)
- Thêm các cấu hình in cho Cura 5.3.1, 4.13.1 và Bambu Studio; tuy nhiên, chúng sử dụng các định nghĩa máy in khác nhau làm cơ sở, nên bạn có thể cần thêm máy in nhiều lần để dùng được tất cả các cấu hình (chỉ cần chọn máy in tương ứng trong Cura và thay đổi các giá trị cụ thể của X1 + gcodes theo hình ảnh trong thư mục cấu hình và các tệp .txt đính kèm)
- Sắp xếp lại cấu trúc thư mục, tên tệp và giảm bớt số lượng tệp nói chung
- Có thể sẽ thêm gcode cân bàn thủ công (manual hotbed tramming) với thời gian dài hơn so với thiết lập của Bambu Lab
- Có thể sẽ thêm cấu hình cho các mẫu máy bay Eclipson/Skyglide có infill, dành cho vật liệu LW
- Cấu hình đã thử nghiệm với các mẫu từ: https://de.planeprint.com/ & https://www.eclipson-airplanes.com/ & https://www.titandynamics.org/ & https://cults3d.com/en/users/SkyglideFPV/creations
- Lưu ý: với các mẫu titandynamics, bạn có thể dùng Planeprint P5-LW với một vài chỉnh sửa nhỏ tùy ý thích (không chắc các mẫu này có tương thích hoàn toàn với Cura v5+ hay không)
- Lưu ý: in bình thường yêu cầu thiết lập pressure advance thủ công
- Lưu ý: với nhựa LW, nhiệt độ và tinh chỉnh extra prime có thể cần thiết tùy thuộc vào loại hotend (thép không gỉ hay thép cứng)
- Lưu ý: luôn in thử nghiệm trước khi in toàn bộ mô hình để kiểm tra kích thước, khớp nối, chất lượng in, v.v.
-- Version 1.6.0 --
-- revision 1.5.1 --
changelog:
- Thêm end gcode đặc thù cho việc sử dụng cuộn nhựa bên ngoài (external spool)
- Đổi tên một số tệp/thư mục cho đồng bộ
notes:
- Tính năng hỗ trợ cuộn nhựa ngoài không còn ở giai đoạn alpha/beta; start gcode cung cấp ở bản trước vẫn hoạt động tốt, nhưng end gcode cần được điều chỉnh để đảm bảo hoàn thành công việc in thành công
- Hỗ trợ cuộn nhựa ngoài hiện mới chỉ thử nghiệm với PLA; đường purge line có thể quá nhanh đối với TPU (loại mềm)
-- revision 1.5.1 --
-- revision 1.5 --
changelog:
- Thêm ALPHA/BETA start gcode cho cuộn nhựa ngoài để sử dụng mà không cần AMS (trong tương lai) → chưa thực sự thử nghiệm do vấn đề cơ khí ở giá đỡ cuộn nhựa của mình, nhưng về lý thuyết thì ổn; có thể cần tinh chỉnh lại
- Đổi tên cấu hình cơ sở (baseline profile) vì nó chưa thực sự khuyến khích sử dụng vào lúc này; cần được làm lại
-- revision 1.5 --
-- revision 1.0 --
changelog:
- Loại bỏ việc quạt tăng tốc sau khi purge line
- Thêm tùy chọn end gcode đặt quạt làm mát ở mức 60% sau khi in xong
- Thêm start gcode cho AMS slot 1 & 4 (nhựa purge dùng cho đầu 0.6mm, nhưng mình nghĩ vẫn hoạt động với đầu 0.4mm)
- Thêm cấu hình in cho đầu phun 0.6mm (Eclipson A Colorfabb LWPLAHT Olive Green, cải thiện cấu hình cơ sở, cấu hình hiệu chỉnh lưu lượng cho in đơn thành)
- Thêm mô hình hiệu chỉnh (khối in với cấu hình hiệu chỉnh lưu lượng, thiết lập vật liệu và retraction theo nhu cầu)
notes:
- Các cấu hình được thêm vào là cho cura 4.13.1, phiên bản mình thích hơn dòng cura 5 vì chưa có Arachne (mình chỉ dùng Cura 5.x cho các bản in chế độ surface)
- Nhựa purge (purge line + nạp nhựa) ở các start gcode cho AMS Slot 1 & 4 được tăng lên để phù hợp với đầu phun 0.6mm, các gcode này CÓ LẼ vẫn hoạt động với đầu 0.4mm, không đảm bảo
- Cấu hình Eclipson A cho Colorfabb LWPLAHT Olive Green hoạt động rất tốt, nhưng được làm cho đầu 0.6mm, kết quả là chi tiết cứng cáp hơn nhưng cũng nặng hơn, các mấu lắp ráp trên mô hình cần được chà nhám để lắp khít
- Ngoài ra, cấu hình Eclipson A hiện tại không dùng được cho các chi tiết nhỏ như đầu cánh (in quá nhanh nên thiếu làm mát ở vùng nhỏ, có thể cải thiện bằng cách giảm tốc độ tối thiểu xuống 40 mm/s)
- Thiết lập thủ công quạt AUX ở mức 60% sau lớp đầu tiên và đừng để nhiệt độ buồng in tăng quá 40C khi in với cấu hình Eclipson A
- Lời khuyên cho “in qua mạng”: X1C có FTP-Server hoạt động rất tốt, có thể truy cập qua FileZilla (hãy tìm hướng dẫn trên mạng) - nếu sử dụng cách này, bạn không cần rút thẻ nhớ ra khỏi máy in nữa. Bạn có thể sao chép và xóa tệp trực tiếp qua FTP và chỉ cần bắt đầu in qua màn hình cảm ứng.
- Để thay đổi đường kính đầu phun, hãy vào phần cài đặt máy in trong Cura và chỉnh sửa nozzle size/diameter trong edit → extruder
--revision 1.0 --
Toàn bộ dữ liệu này được thực hiện bằng cách kiểm tra các đoạn start và end gcode trong Bambu Studio và OrcaSlicer cho các tổ hợp “phần cứng” khác nhau (bàn in, máy in, AMS slot/external spool) và so sánh chúng qua trình soạn thảo văn bản. Khi đã quyết định các dòng code cần thiết, các biến được thay thế bằng các giá trị tương đương trong Cura hoặc tìm giải pháp thay thế (giá trị cố định hoặc gcode “sáng tạo”). Cuối cùng, so sánh các tệp gcode đã được slice hoàn chỉnh từ Bambu Studio, OrcaSlicer và Cura để đảm bảo mọi thứ hoạt động bình thường. Sau đó, xác nhận qua các bản in thử nghiệm và tinh chỉnh cấu hình.
Yêu cầu:
- Bambu Lab X1C hoặc P1P (đã được thử nghiệm hoạt động tốt)
- AMS (hiện tại chỉ X1C - hãy tự điều chỉnh gcode hoặc chờ mình có hứng thú cập nhật) hoặc giá đỡ cuộn nhựa ngoài
- Bàn in Bambu Lab Textured PEI (start gcode áp dụng Z-Offset -0.04mm; hãy sửa nếu bạn dùng bàn in khác)
- Khuyên dùng đầu phun 0.4mm
Lưu ý:
- LiDAR và Pressure Advance / Linear Advance không được sử dụng (Linear Advance được đặt về 0 trong start gcode vì thường phản tác dụng với các chi tiết in đơn thành)
- Khu vực cắt nhựa (filament cutting area) không được loại trừ, vì vậy bạn phải tự lưu ý
- ABL / Bed Tilt Compensation được triển khai cho khu vực 210x210mm với trung tâm là giữa bàn in - đừng vượt quá khu vực này nếu không bạn có nguy cơ xâm phạm vào khu vực cắt nhựa và in trên mặt bàn không cân
- Nhựa flush sử dụng giá trị cố định cho nhiệt độ (250C khi flush và 220C khi làm mát)
- Đường purge line theo kiểu P1P
- Không điều khiển quạt AUX và quạt buồng in qua phần mềm slicer (phải thiết lập thủ công)
- Sau khi in xong, bàn in sẽ hạ xuống mức tối đa, vì vậy trước khi in lần tiếp theo, bạn cần nâng bàn lên khoảng 50+mm thủ công, nếu không đầu in sẽ va chạm mạnh vào đáy máy!
- Resonance Compensation, Nozzle Wiping, Filament Runout và Power Loss Recovery nên được bao gồm (mình chưa test hết mọi thứ)
- Chỉ dùng cho in tốc độ cao sau khi đã thiết lập thủ công giá trị linear advance phù hợp qua gcode (trừ các chi tiết máy bay đơn thành với tốc độ in không đổi)
- Trong Cura, bạn sẽ dùng một “máy in vật lý” cho mỗi AMS slot vì start gcode sẽ khác nhau tùy vào vị trí AMS
- In theo từng vật thể (printing by object) thay vì in theo lớp (layer) chưa được thử nghiệm (tránh dùng trừ khi bạn đã đảm bảo thiết lập đúng khoảng cách an toàn)
- Chỉ in được thông qua thẻ SD (có thể truy cập qua mạng→ftp)
- Không có tiến độ in hoặc ước tính thời gian (có lẽ có thể lấy được bằng cách sửa start/end gcode và script hậu xử lý để chèn lệnh M73)
- Nếu bạn quyết định sử dụng gcode, cấu hình in, cấu hình máy của mình, bạn tự chịu mọi rủi ro.
Hướng dẫn:
- Tải xuống tệp zip và giải nén
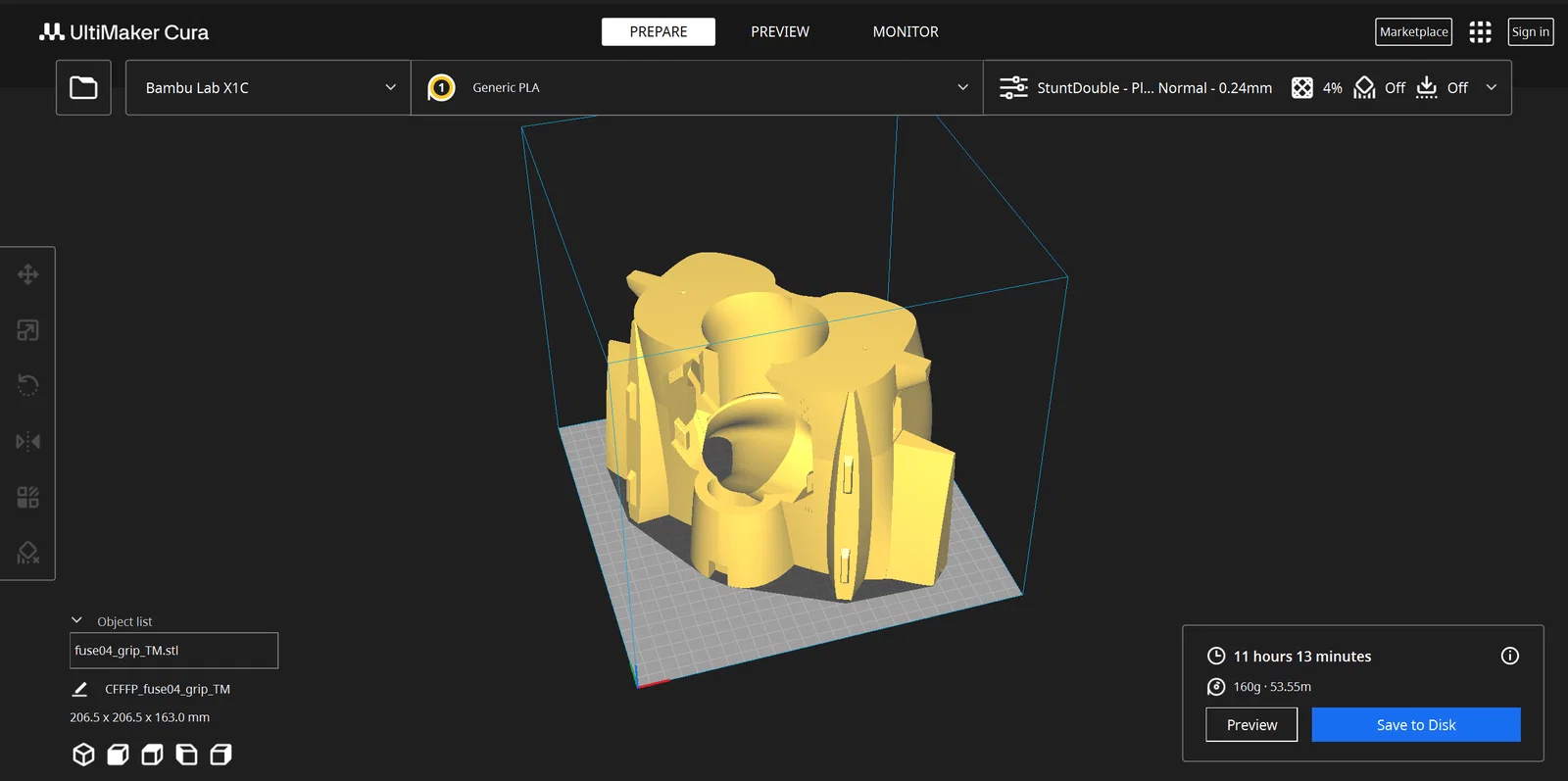
- Thêm máy in (Add Printer) → Chọn mẫu bạn muốn (mình khuyên dùng custom hoặc Voron) → khuyên đặt tên theo nguồn nhựa (AMS slot/external Spool)
- Điền cấu hình máy in & máy đùn theo hình ảnh trong thư mục config của tệp zip
- Xóa toàn bộ start và end gcode mặc định!
- Sao chép và dán start gcode từ thư mục start tương ứng trong tệp zip vào Cura → tùy thuộc vào AMS slot bạn muốn dùng, bạn sẽ cần dùng gcode khác nhau
- Sao chép và dán end gcode từ thư mục end tương ứng trong tệp zip vào Cura
- Lưu / Hoàn tất
- Mình khuyên nên nhập (import) các cấu hình in của mình để có cái nhìn cơ bản về các thiết lập quan trọng và các tùy chỉnh khả thi
Hãy chia sẻ các cấu hình in của bạn cho các loại vật liệu và nhà sản xuất máy bay mô hình khác nhau nhé! Bằng cách này, người khác sẽ không cần phải mất công tinh chỉnh và in thử nghiệm trừ khi họ muốn.
Ngoài ra, các sửa đổi/cải tiến hữu ích cho start và end gcode, cấu hình máy in hoặc profile đều rất được hoan nghênh và sẽ thật tuyệt nếu chúng được chia sẻ.
Tệp step mô hình ngẫu nhiên (của riêng mình) chỉ được tải lên vì mình không thể xuất bản nếu không có nó, nên bạn đừng bận tâm nhé.
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình
Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!