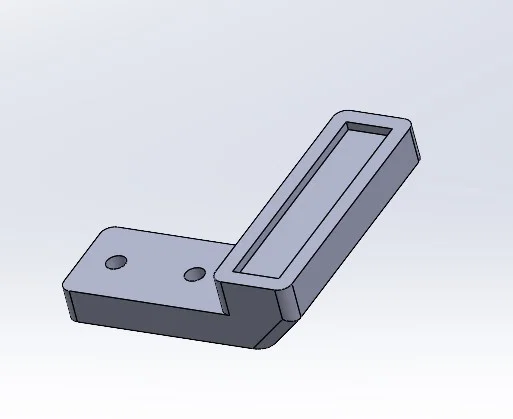
Bộ gạt làm sạch đầu phun gắn trên bàn in cho CR6

Bộ gạt làm sạch đầu phun được thiết kế riêng cho CR6, sử dụng bàn chải silicone kiểu A1 để giữ đầu phun sạch sẽ. Sản phẩm đi kèm hướng dẫn cấu hình macro, lưu ý về vị trí trục X và lời khuyên sử dụng vật liệu in chịu nhiệt để đảm bảo độ bền.





Mô tả
Mình vừa làm một cái gạt làm sạch đầu phun (nozzle wiper) gắn trên bàn in cho dòng CR6, cái này dùng bàn chải silicone kiểu A1.
Trước khi lắp, hãy đảm bảo là phần in không bị cạ vào thanh nhôm trục Z
Để sử dụng cái gạt này, bạn cần thay đổi vị trí X tối đa (max x position) trong khoảng 250-255 (255 là mức tối đa trước khi ốc va vào tấm plate trục Z).
Chiều cao Z đã được mình canh chỉnh cho thiết lập dùng đầu hotend Revo, mình không rõ liệu nó có phù hợp với đầu hotend zin hay loại khác không, nên hãy kiểm tra kỹ để đầu phun không đâm vào phần nhựa khi chạy macro nhé.
Trước khi dán bàn chải vào, hãy ướm thử xem có bị cong vênh không, vì loại mình mua trên AliExpress hơi dài nên mình phải cắt bớt một chút.
Bạn chỉ cần 2 món này để lắp đặt:
- 2 ốc M3
- 1 bàn chải silicone kiểu A1 (mua trên AliExpress rẻ hơn nhiều so với Bambu Lab mà chất lượng y hệt)
description: Làm sạch đầu phun bằng cách di chuyển giữa X=244 và X=254
variable_fixed_x: 250 # Vị trí X cố định
variable_start_y: 0 # Vị trí Y bắt đầu
variable_end_y: 40 # Vị trí Y kết thúc
variable_fixed_z: 3.5 # Chiều cao Z để lau
variable_wipe_qty: 4 # Số lần lau
variable_wipe_spd: 200 # Tốc độ di chuyển (mm/s)
variable_lift_after: 15 # Nâng Z sau khi lau (mm)
gcode:
{% if "xyz" not in printer.toolhead.homed_axes %}
G28 ; Homing nếu chưa thực hiện
{% endif %}
G90 ; Chế độ tọa độ tuyệt đối
G1 X{fixed_x} Y{start_y} Z{fixed_z} F6000 ; Di chuyển đầu phun đến vị trí lau
{% for _ in range(wipe_qty) %} ; Di chuyển qua lại để lau
G1 Y{end_y} F{wipe_spd * 60}
G1 Y{start_y} F{wipe_spd * 60}
{% endfor %}
G1 Z{fixed_z + lift_after} F1500 ; Nâng đầu phun sau khi xongNên in bằng nhựa ABS (tốt nhất) hoặc PETG (in với 100% infill vì nhiệt độ bàn 80 độ C dễ làm ốc bị tuột qua lỗ, 100% infill giúp mình khắc phục được vấn đề này).
Giấy phép

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!