Cấu hình MK4S cho TPU - Chinh phục 3DBenchy với chất liệu TPU

Hành trình tối ưu hóa thông số in Eryone TPU 95A trên máy MK4S. Bài viết chia sẻ cách khắc phục lỗi stringing, thiết lập tốc độ in, làm mát và điểm nối (seam) để có bản in 3DBenchy hoàn hảo nhất.









Mô tả
3DBenchy là một mô hình 3D được phát triển đặc biệt để thử nghiệm và đánh giá các máy in 3D. Tuy nhiên, 3DBenchy cũng rất phù hợp để kiểm tra các thiết lập vật liệu. Trong trường hợp này là TPU, đặc biệt là Eryone TPU 95A, loại nhựa mà tôi đã mua được với giá rất hời trên Amazon.
Giờ thì bắt đầu hành trình tìm kiếm thiết lập tối ưu cho Eryone TPU 95A thôi. (Nếu bạn không quan tâm đến quá trình thử nghiệm này hoặc không dùng Eryone TPU, hãy nhảy thẳng xuống phần 8 ở cuối bài nhé.)
Phần 1: Slicer đã có sẵn thông số filament phù hợp chưa?
Thật không may, PrusaSlicer không có sẵn thông số cụ thể cho Eryone TPU 95A. Với các thiết lập cho vật liệu FLEX hiện có như Generic FLEX hay AmazonBasics TPU, kết quả in không hề khả quan. Nhiệt độ in trong các cấu hình đó cao hơn từ 20 đến 35 độ C so với mức cần thiết cho Eryone TPU 95A. Nhiệt độ quá cao khiến nhựa bị chảy ra khỏi đầu phun một cách không kiểm soát, dẫn đến hiện tượng bị tơ (stringing). Theo thông số từ nhà sản xuất, Eryone TPU 95A có nhiệt độ xử lý khá thấp (200 đến 210 độ C) so với các loại TPU khác. Tài liệu kỹ thuật của TPU 95A từ nhà sản xuất là một điểm khởi đầu rất tốt để tinh chỉnh thông số.
Phần 2: Nhiệt độ đầu phun rất quan trọng, nhưng cần thêm các cài đặt khác!
Ngoài nhiệt độ, chiều dài rút nhựa (retraction length) là yếu tố then chốt để in TPU thành công. Thông số 0.8 mm từ hãng không hiệu quả ở đây, nó vẫn bị tơ rất nhiều. Sau vài lần thử sai, 2.5 mm là con số hợp lý. Tốc độ rút nhựa 40 mm/s theo khuyến nghị thì ổn, nhưng tôi đã đẩy lên 50 mm/s. Bạn nên chỉnh các thông số này trong mục "Filament Overrides" tại phần cài đặt vật liệu, vì nếu chỉnh trong cấu hình máy in thì không nên, tránh ảnh hưởng đến các cài đặt khác.
Phần 3: Bàn nhiệt ư? Không cần, nhưng phải tăng độ đùn nhựa.
Tôi để nhiệt độ bàn in là 35 độ C. Có thử qua mức 45 độ nhưng chẳng thấy khác biệt gì. Dù sao thì độ bám dính của bàn in vẫn cần được đảm bảo bằng keo dán. Và nói đến độ bám, bạn bắt buộc phải chỉnh hệ số đùn (extrusion multiplier) lên mức 1.08 đến 1.1. Ban đầu tôi để 1 nhưng thấy rõ là quá thấp cho lớp đầu tiên. TPU hầu như không giãn nở khi nóng, đây cũng là ưu điểm vì nó không bị co ngót, gần như không xảy ra tình trạng cong vênh (warping).
Phần 4: Chậm lại thôi, tốc độ là kẻ thù của TPU!
Với TPU, bắt buộc phải in chậm. Theo thông số của Eryone, bạn nên đặt tốc độ in từ 15 đến 30 mm/s. Một lần nữa, PrusaSlicer không có sẵn cấu hình nào chậm như vậy. MK4S thậm chí còn không có chế độ “Quality” mặc định (bạn có thể tự tạo bằng cách copy cấu hình từ MK4 sang). Tốc độ quá cao cũng dẫn đến hiện tượng bị tơ. Bạn cần tự tạo cấu hình riêng. Cấu hình của Floria Greco cho Bambu Lab X1 là một nguồn tham khảo tốt. Trong PrusaSlicer, hãy chỉnh tất cả các mục liên quan đến tốc độ in về 30 mm/s (tất cả các mục dưới "speed for print moves" và "dynamic overhang Speed").
Phần 5: Có nên dùng quạt làm mát hay không, và bao nhiêu là đủ?
Làm mát là thử thách lớn nhất. Eryone không đưa ra hướng dẫn cụ thể. Trên mạng thì mỗi người mỗi ý, từ 0% đến 100%. Tuy nhiên, mọi người đều đồng ý rằng ở phần cầu nối (bridge) và các góc nghiêng (overhangs), quạt nên ở mức 100%. Sau hàng tá lần in thử kéo dài 1h30m với đủ các mức quạt từ 0%, 20%, 50% đến 100%, tôi nhận ra không có mức cố định nào là hoàn hảo: cái thì biến dạng ở phần mũi thuyền (0%), cái thì hỏng ở góc (50%), cái thì ống khói bị nghiêng (20%). Vậy nên cần thiết lập quạt động (dynamic setting). Kích hoạt auto-cooling với mức tối thiểu 20% và tối đa 50% là cho kết quả tốt nhất.
Phần 6: Mọi thứ không như vẻ bề ngoài!
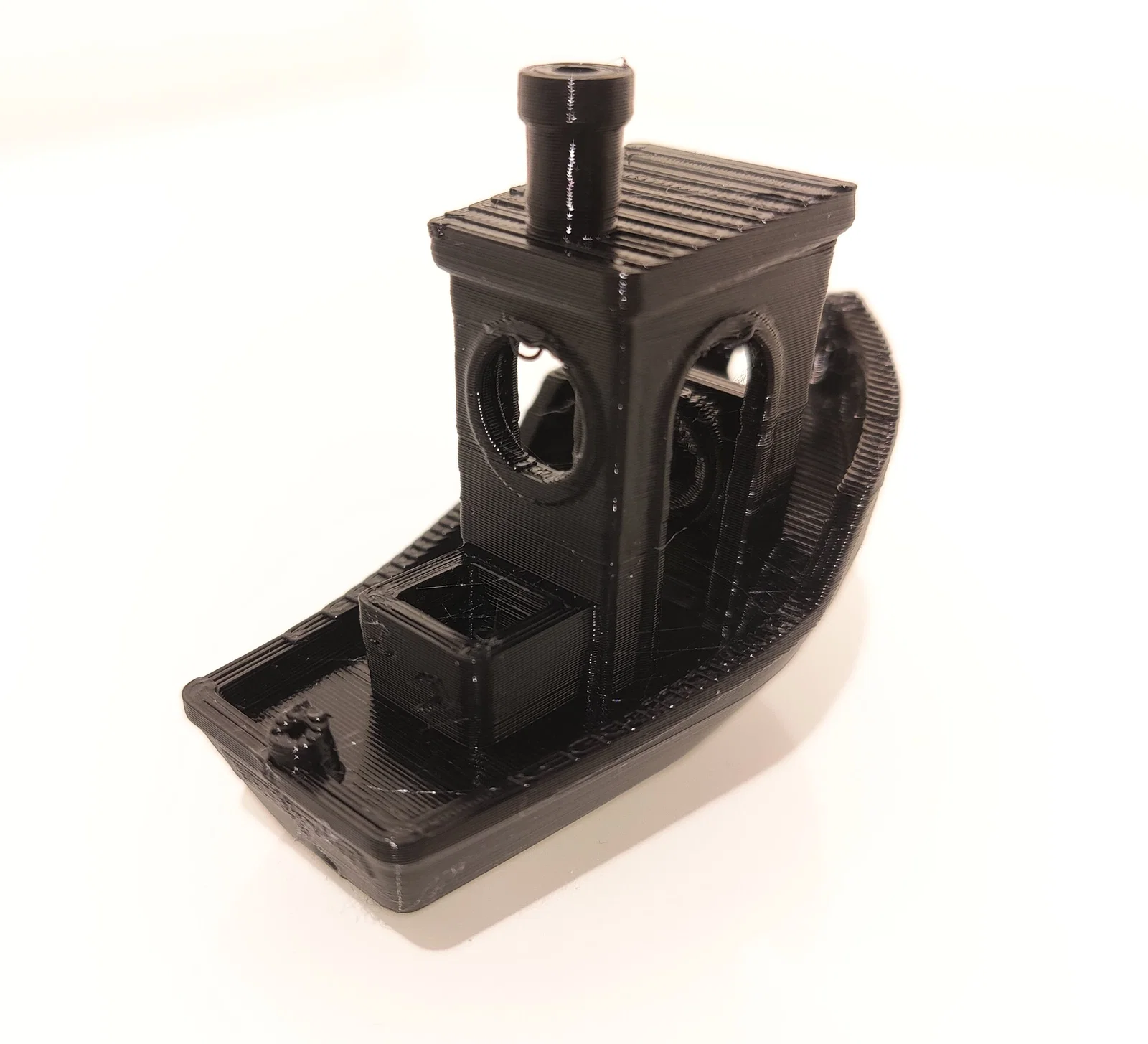
Ngay cả khi đã dùng auto-cooling, phần mũi thuyền vẫn bị biến dạng. Hóa ra không phải do quạt, mà do vị trí điểm nối (seam position)! Khi để "Aligned", điểm nối nằm ngay chính giữa phía trước mũi thuyền, khiến đầu phun nóng cứ đi qua đi lại làm nhựa bị chảy nhão. Khi để "Rear", góc sau bị biến dạng. Chỉ khi chọn "Nearest" hoặc đặt điểm nối thủ công ở giữa phía sau thì các lỗi biến dạng mới biến mất.

Seam position “Aligned”

Quạt 20% và vị trí điểm nối “Rear”

Kết quả cuối cùng… quạt động, di chuyển hợp lý và điểm nối “Nearest”
Phần 7: Cuộc hành trình này có đáng không?
Chắc chắn là có! Eryone TPU 95A là một vật liệu tuyệt vời nếu in đúng cách. Một lưu ý quan trọng là nhựa phải khô, vì nó hút ẩm cực mạnh nếu để ngoài không khí. Tốt nhất nên sấy nhựa 24 tiếng ở 65 độ C trước khi in hoặc dùng hộp sấy chuyên dụng. Ngoài ra, cần tránh in các mẫu quá cao và thành quá mỏng vì TPU có độ đàn hồi cao, dễ gây hiện tượng rung lắc (ghosting).
Phần 8: Có cần phải tự cài đặt hết không?
Không cần đâu! Các file cấu hình INI cho vật liệu Eryone và thiết lập in đã được tôi cung cấp trong mục "Other Files". Bạn chỉ cần copy trực tiếp vào thư mục cài đặt của PrusaSlicer (trên Windows là C:\Users\%username%\AppData\Roaming\PrusaSlicer\print và filament) hoặc import file 3MF vào phần mềm.
Phần 9: Có dùng được cho các loại TPU khác không?
Bạn hoàn toàn có thể dùng các thiết lập này cho TPU của hãng khác, chỉ cần thay đổi nhiệt độ in theo khuyến nghị của nhà sản xuất đó là được. Mọi thông số còn lại đều có thể áp dụng tương tự.
Hết
Giấy phép
File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!