Mẫu In Hiệu Chuẩn Extrusion Multiplier (Hệ Số Đùn Nhựa)

Mẫu in nhanh và hiệu quả giúp bạn căn chỉnh hệ số đùn (extrusion multiplier) cho máy in 3D. Công cụ hỗ trợ đắc lực để tối ưu hóa chất lượng bề mặt bản in theo hướng dẫn của Andrew Ellis.
Mô tả
Đây là mẫu hiệu chuẩn được thiết kế để sử dụng cùng với Hướng dẫn tinh chỉnh máy in của Andrew Ellis. Đặc biệt là cho phần tinh chỉnh hệ số đùn (extrusion multiplier).
Mẫu này được thiết kế cho PrusaSlicer vì hiện tại PrusaSlicer chưa hỗ trợ thiết lập flow rate / extrusion multiplier cho từng vật thể riêng biệt.
Tuy nhiên, nó vẫn sẽ hoạt động tốt với bất kỳ phần mềm slicer nào cho phép chèn G-code tùy chỉnh tại các lớp in cụ thể (hoặc bạn có thể thực hiện thủ công).
Hãy đảm bảo bạn đã hiệu chuẩn extrusion steps và pressure advance trước khi bắt đầu!
Thời gian in mất khoảng 20 phút.
Thiết lập in
- Layer height: 0.2mm (hoặc thông số bạn hay dùng nhất)
- Infill: 20% rectilinear
- Top layer: 5 lớp, line width 100% (bằng với đường kính vòi phun)
- Bottom layer: 2 hoặc 3 lớp để tiết kiệm thời gian
Cắt lớp (Slicing)
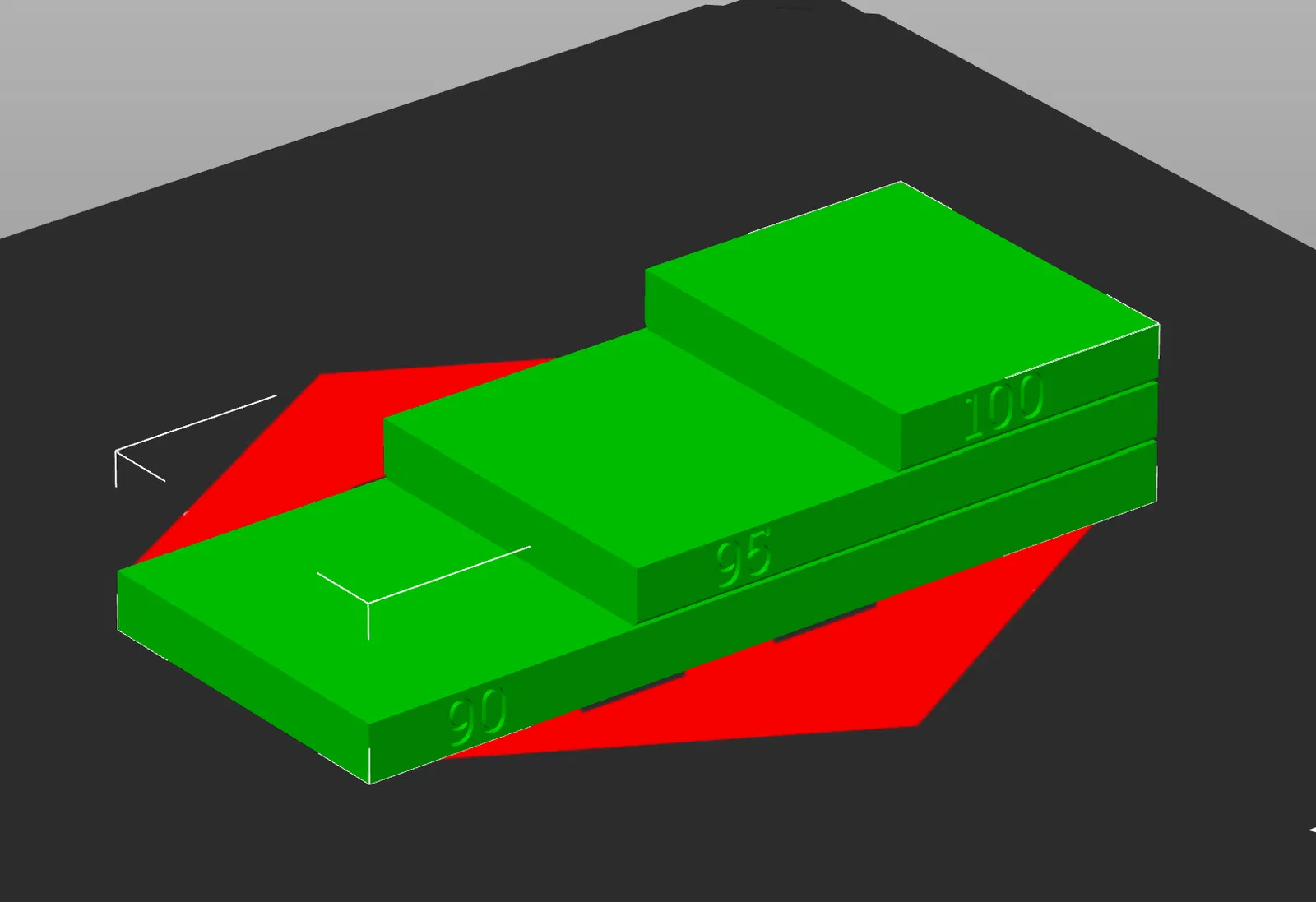
Sau khi cắt lớp xong, kéo thanh trượt đến lớp thứ hai và chuột phải vào dấu “+” để thêm G-code tùy chỉnh.


Nhập G-code M221 S90 (Thay thế giá trị 90 bằng _100 - 2 * stepvalue).

Lặp lại các bước trên và chèn M221 S95(hoặc _100 - stepvalue) tại độ cao 4.2mm (4mm + layer height) và M221 S100 tại 8.2mm (8mm + layer height).

Các bước thực hiện
Về cơ bản quy trình giống như hướng dẫn của Ellis. Đặt EM (extrusion multiplier) là 1, bắt đầu với khoảng cách lớn hơn (ví dụ 5%) rồi thu hẹp dần khoảng cách.
Lặp lại quy trình in → kiểm tra → chọn giá trị EM mới cho đến khi bạn thấy hài lòng. Mình thấy cách dễ nhất là dùng tay sờ thử độ nhám ở giữa bề mặt trên cùng. Cả trường hợp dư nhựa (over-extrude) hay thiếu nhựa (under-extrude) đều sẽ có cảm giác nhám. Hãy chọn mức phẳng mịn nhất. Xem thêm hướng dẫn của Ellis để có hình ảnh ví dụ về bề mặt in đạt chuẩn.
Ví dụ
Đầu tiên mình bắt đầu với giá trị EM là 1.0 và in bản kiểm tra khoảng cách 5%.

Bản 95% trông khá ổn nhưng vẫn còn dư nhựa một chút. Bề mặt 90% bắt đầu xuất hiện những rãnh nhỏ giữa các đường in. Sau đó mình đặt extrusion multiplier là 0.96 và in thêm một bản kiểm tra với khoảng cách 2%.

Cảm giác giá trị tốt nhất nằm giữa 96% và 98%, nên mình chọn 97%. Kết quả cuối cùng mình có EM là 0.96 * 0.97 ≈ 0.93.
Một số lưu ý khác
Bạn cũng có thể kiểm tra các góc cạnh để hiệu chỉnh giá trị pressure advance.
Xem tại đây để biết thêm ví dụ về cách quan sát và tinh chỉnh.
Giấy phép

File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!