Tool hiệu chuẩn Pressure Advance cho Perimeter Layer 1

Pressure advance ở layer 1 cần set khác do “squish”, nếu sai dễ bám bàn kém, perimeters bị bật và rách infill (đặc biệt PETG). Tool này giúp bạn tune chuẩn với Orcaslicer, First_layer_flow_Ratio và if-statement.
Mô tả
Pressure advance cần được set khác ở layer đầu tiên so với các layer khác do có hiện tượng “squish” (bị ép bẹt). Hiện tại các thiết lập adaptive pressure advance chưa cho phép làm chuyện này.
Nếu dùng sai setting thì độ bám bàn (bed adhesion) sẽ cực kỳ tệ, dễ dẫn tới perimeters bị kéo bật lên làm hư nguyên cái bản in, và bị “ripping” phần infill của layer 1, nhất là với PETG.
Có thể bù lại bằng cách dùng line width layer đầu thật rộng và giảm flow layer đầu, nhưng sao không tune cho đúng luôn?
Important things to do before printing:
-
Bạn gần như sẽ cần dùng Orcaslicer.
-
Orcaslicer có khả năng set First_layer_flow_Ratio.
- Mình thấy cái này rất quan trọng với PETG và mình ra kết quả tốt hơn nhiều khi để flow ratio layer 1 là 0.82 so với các layer khác là 1.0
-
Set acceleration về một giá trị thấp “lạ lạ”, thấp hơn các mode in khác của bạn.
- Mình chọn 197mm/s/s. Nghĩa là “Adaptive Pressure Advance” sẽ dùng các setting này bất cứ khi nào acceleration được set là 197, nên mình luôn dùng giá trị đó cho acceleration của layer 1.
-
Dùng các if-statement trong phần file đính kèm và dán vào custom G-code cho object change
-
Mình khuyên nên thêm If statement vào cả Gcode cho “extrusion role change”.
-
Bạn phải in theo Object, không phải theo layer!
-
Cố gắng dùng những setting mà bạn thường dùng cho layer đầu: layer height, line width, nhiệt độ, tốc độ
My settings
-
Printer: MK4S với MMU
-
Filament: PETG (geetech)
-
Print temperature: dùng nhiệt độ layer đầu bình thường của bạn cho tất cả các layer
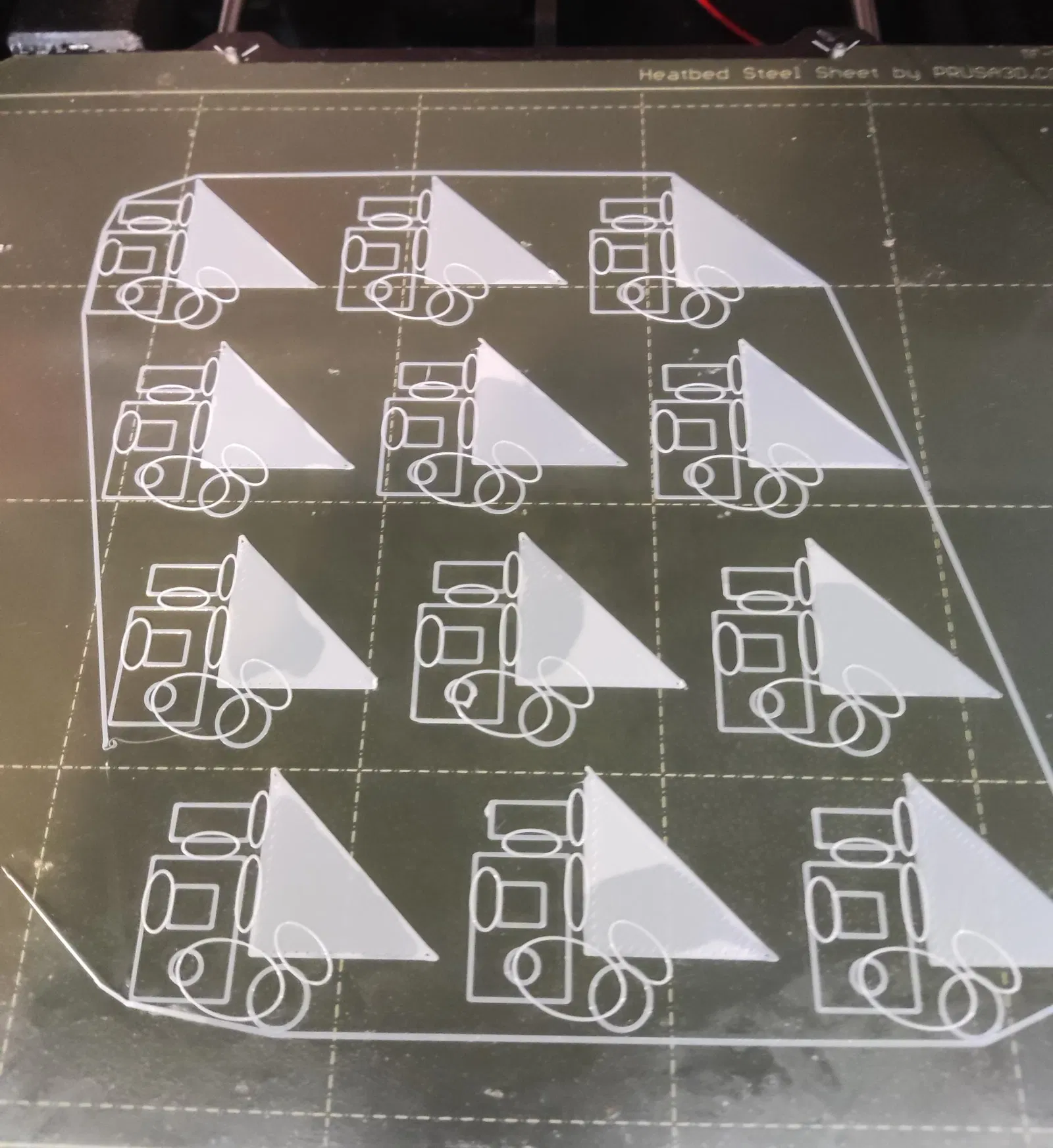
Check infill and perimeters
-
1st layer extrusion line width: cái này đã được set trong file CAD, bạn không đổi được trong slicer
-
Layer height: layer cao 0.2mm sẽ dễ tune hơn nhiều. File này dày 0.2mm
Check perimeters only
-
0 bottom shells
-
0.0mm bottom shell thickness
-
Tự chọn 1st layer extrusion line width trong slicer
Notes:
-
Layer thứ hai chỉ để giữ mọi thứ dính lại với nhau, để khỏi có 10 mảnh nhựa rời bay tứ tung.
-
Bạn có thể tự tạo if statement bằng file excel, hoặc chỉ cần sửa text
Model có thể chỉnh sửa tại đây: https://cad.onshape.com/documents/a97481f6d1ee5108e36c5aa2/w/9b31f216191fce3887a66faf/e/f9adb78bf3382f78dd2315ac?renderMode=0&uiState=6988cdbaa2c98b76b8a3c146
Giấy phép

File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!