Tool hiệu chuẩn Horizontal Expansion V4.0

Tool đo horizontal expansion chính xác với bề mặt nghiêng để “phóng đại” hiệu ứng 100x. Vạch 1 mm tương ứng 10 micron, giúp bạn tinh chỉnh Shell/Horizontal Expansion trong Cura để in khớp chuẩn.
Mô tả
Hồi trước mình có đăng trên Thingiverse, cũng có vài bạn thấy hữu ích. Mình đã cập nhật nó vài lần kể từ đó, nên đây là phiên bản hiện tại mình đang dùng.
Các thay đổi gồm có:
-
thêm spacer dạng taper ở trên & dưới cho cả hai phần – giúp artefacts / flaring ở mặt trên & dưới không làm ảnh hưởng tới phép đo
-
chỉ đo theo một trục – thiết kế tapered-cylinder ban đầu của mình thực tế sẽ “đo” theo trục nào có HE lớn hơn, nên mình muốn xem X và Y có khác nhau không (cuối cùng thì mình không thấy khác)
-
“độ phóng đại” giờ là 100x – bản gốc là 80x, nên lúc vội dễ tính nhẩm sai
Các vạch tick cách nhau 1 mm, có tam giác lớn hơn ở mỗi mốc 5 mm, và mỗi 1 mm lệch nhau tương ứng 10 micron (0,01 mm) horizontal expansion. Đây là giới hạn độ phân giải hữu dụng ở quy mô mình làm; tới mức này thì bắt đầu phải quyết định kiểu đo: canh layer giữa hai phần cho khớp nhau hay lệch pha, và đo ngay khi vừa lấy khỏi bed hay sau khi trượt hai phần vào nhau vài lần để bề mặt mòn bớt.
Nếu phần core không vào hết trong frame, đo theo vạch ở đầu rộng của frame; lúc đó bạn đang bị HE dương (và vì vậy cần nhập giá trị âm hơn ở mục “Shell / Horizontal Expansion” trong Cura để bù). Nếu nó vào quá sâu thì dùng vạch còn lại trên frame, và bạn cần chỉnh bù HE theo hướng dương hơn.
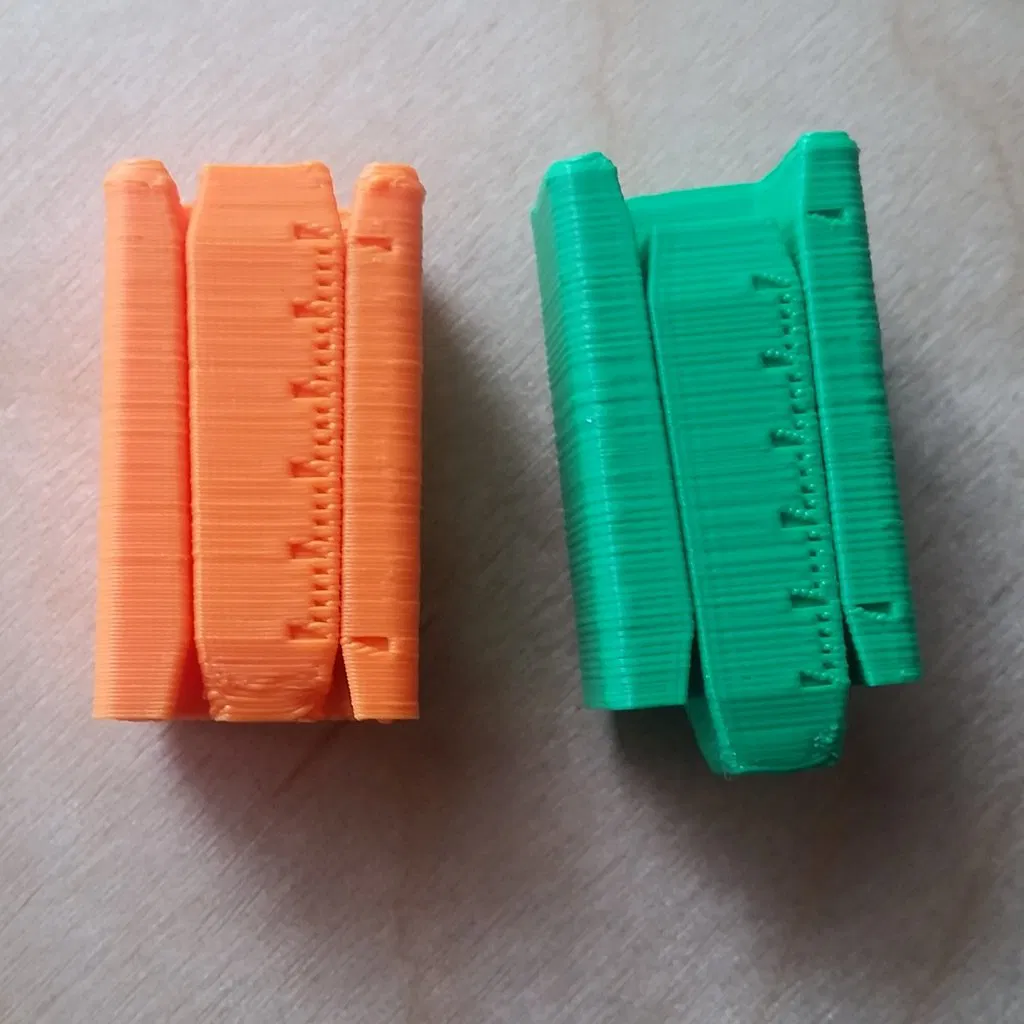
Trong ảnh đính kèm, bản in HIPS màu cam đã được chỉnh đúng như mình muốn. Ngược lại, bản PLA màu xanh lá đang bị set HE trong CURA âm quá khoảng 45 micron, nên core bị trượt vào quá sâu tương ứng và đi lòi ra phía bên kia.
HE có thể thay đổi mỗi khi bạn đổi setting (đặc biệt là nhiệt độ), vật liệu, v.v. Sau khi dùng tool này để calibrate con Taz6 của mình, mình để HE ở -0,070 mm cho PLA và -0,120 mm cho HIPS, và mình kỳ vọng có thể in ví dụ đai ốc/bu lông M6 mà lắp vừa với hardware tiêu chuẩn và lắp vừa với nhau ngay lần đầu. Khi calibrating, mình cho core & frame trượt qua lại vài lần để tạo mòn ban đầu rồi mới đọc số đo — nên nếu mình in một cặp nut và bolt thì ban đầu sẽ khá sít, nhưng sau khi “break-in” chút thì vặn vào/vặn ra sẽ ổn.
Giấy phép

File mô hình




Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!