Voron Trident Z-Endstop With Nozzle Wisher
Bản nâng cấp thay Z-Endstop cho Voron Trident, tận dụng không gian endstop sẵn có và thêm gá gắn silicone nozzle wisher (loại K1/K1C dễ mua). Có dirt blocker, hướng dẫn in không cần support, kèm mẹo calibrate Y/Z và macro NOZZLE_WIPE.









Mô tả
Voron Trident Z-Endstop With Nozzle Wisher
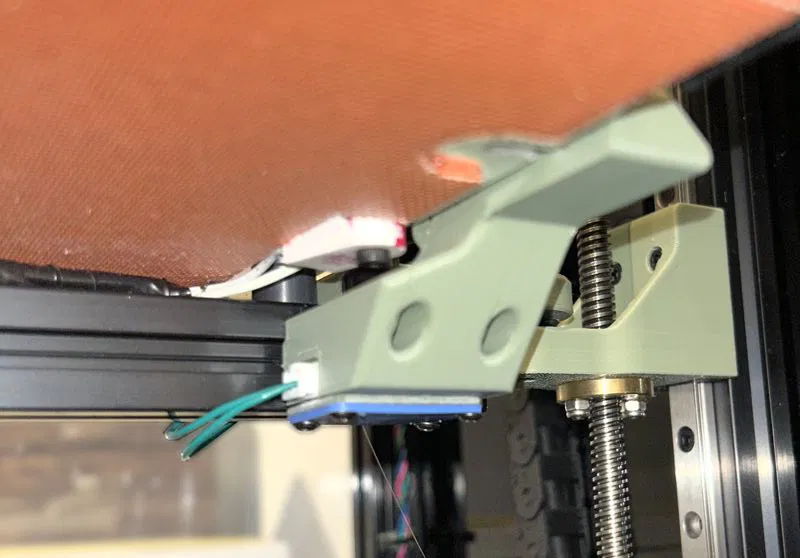
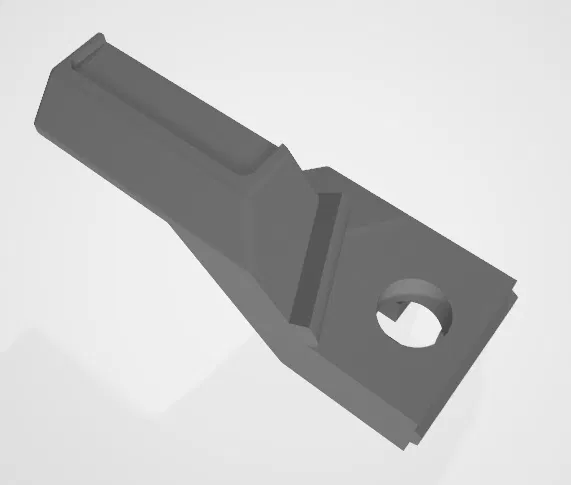
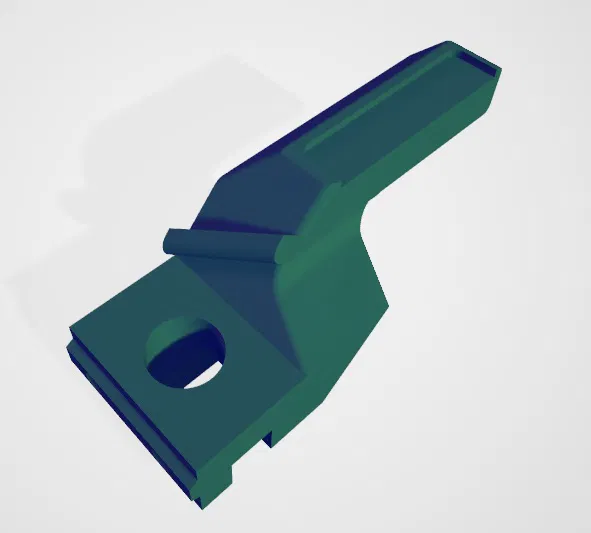
Thiết kế này được làm ra để thay thế Z-Endstop của Voron Trident bằng một phiên bản cải tiến, đồng thời có thêm phần gá để gắn silicone nozzle wisher.
Mình chọn Nozzle Silicone Brush cho Creality K1, K1C vì khá dễ mua. Trường hợp của mình mua ở đây: AliExpress FYSETC Official Store - https://de.aliexpress.com/item/1005008164354026.html?spm=a2g0o.order_list.order_list_main.390.65e41802IvWLmR&gatewayAdapt=glo2deu.
Tính năng
-
Tương thích với các miếng silicone K1 loại tự dán, dễ tìm
-
Gọn, vì tận dụng lại không gian endstop hiện có
-
Tích hợp chặn bụi/bẩn (dirt blocker) để tránh ảnh hưởng tới mechanical endstop
-
Dùng vị trí phía sau, nơi máy vẫn còn không gian trống
Quy trình in
Dùng Voron profile như bình thường để in phần này. Thiết kế được tối ưu để in không cần support. Bạn phải đặt đúng hướng: để mặt phẳng úp xuống print bed.
Quy trình lắp đặt
Lắp ráp chi tiết
Các bước như sau:
-
Tháo Z-Endstop cũ: rút cáp và tháo vít
-
Chuyển cụm pole system từ đồ cũ sang chi tiết này. Khuyến nghị dùng một chút keo mềm để tăng độ ổn định.
-
Chuyển PCB sang thân mới
-
Tái sử dụng nắp che PCB vì vẫn tương thích
-
Nới lỏng vít của print bed và đẩy bed ra phía trước nhiều nhất có thể, rồi siết lại vít tại vị trí đó.
Không gian sử dụng trên Voron Trident rất hạn chế, nên bạn sẽ phải dùng tới các điểm biên của trục Y. -
Dán/gắn silicone wisher vào phần “pocket”
Lắp lên máy
-
Đặt thân mới vào vị trí, tái sử dụng T-Nuts của cụm cũ. Đừng siết chặt hoàn toàn. Vít cần dùng bây giờ dài hơn: M3x20mm.
-
Trước khi siết chặt thân mới, dùng một cây dao trét (putty knife) chèn giữa print bed và chi tiết để đảm bảo nó không chạm trực tiếp vào bed, rồi mới siết vít.
Chừa một khe hở không khí mỏng sẽ giúp cách nhiệt. -
Cắm lại cáp endstop.
Mẹo hiệu chỉnh (Calibration)
Trục Y
Sau đó bạn cần recalibrate trục Y theo hướng dẫn setup của Voron.
[stepper_y]
...
position_min = -1
position_endstop = 258
position_max = 258
...Vui lòng test kỹ setup của bạn. Khi chạy ra biên, bạn không nên nghe tiếng print head đụng giới hạn.
Trục Z
Vui lòng kiểm tra Z-endstop hoạt động bình thường trước khi home máy. Bạn cần làm theo hướng dẫn của Voron để fine tune Z-endstop và cuối cùng là recalibrate Z-offset.
Mình dùng Voron Trident 250 và cấu hình endstop của mình như sau:
[safe_z_home]
home_xy_position = 147,257
speed = 100
z_hop = 10Hoặc nếu dùng sensorless homing:
[homing_override]
...
G1 X147 Y257 F15000
...Macro lau nozzle
[gcode_macro NOZZLE_WIPE]
description: Cleans the nozzle on the rear silicone wiper pad.
gcode:
# --- Check for homing and ensure safe Z height ---
{% if not 'z' in printer.toolhead.homed_axes %}
G28 Z ; Ensure Z is homed if not already done
{% endif %}
{% set SAFE_Z_HEIGHT = 20.0 %}
{% set current_z = printer.toolhead.position.z %}
# Ensure Z is at least at SAFE_Z_HEIGHT (5mm).
{% if current_z < SAFE_Z_HEIGHT %}
G0 Z{SAFE_Z_HEIGHT} F600 ; Move Z up to 5mm
{% endif %}
# --- Setup and Initial Move ---
G90 ; Use Absolute Positioning
M400 ; Wait for current moves to finish
{% set X0 = 215 %}
{% set X1 = 170 %}
{% set Y0 = 258 %}
{% set Y1 = 257.2 %}
{% set Y2 = 256.6 %}
{% set Z0 = -1.5 %}
{% set Z1 = -1.2 %}
{% set Z2 = -0.9 %}
{% set Z_END = 10 %}
# First we travel to a edge, because a long filament tail forms after long pause in a hot state.
# This makes sure that this tail is behing the nozzle on an area where no build plate can sustain
# this excess. (X250, Y257)
# The next move ensures this...
G0 X250 Y257 F6000
G0 Z{SAFE_Z_HEIGHT} F600
# Fast travel to the start position (X165, Y257)
G1 X{X0} Y{Y0} Z0.5 F4800
# --- WIPE PASS 1 (Z=0.3mm) ---
G0 Z{Z0} F600; Move Z down to 1.2mm
{% set WIPE_SPEED = 7200 %} ; 120 mm/s = 7200 mm/min
# Sequence 1: 165,256 -> 215,255 (50mm X wipe)
G1 X{X1} Y{Y1} F{WIPE_SPEED}
# Sequence 2: 215,255 -> 165,254 (50mm X wipe back)
G1 X{X0} Y{Y2} Z{Z1} F{WIPE_SPEED}
# --- WIPE PASS 2 (Z=0.1mm) ---
M400; Wait for Z move
# Repeat the same sequence for the second pass
# Sequence 1: 165,254 -> 215,255
G1 X{X1} Y{Y1} F{WIPE_SPEED}
# Sequence 2: 215,255 -> 165,256
G1 X{X0} Y{Y0} Z{Z2} F{WIPE_SPEED}
# --- WIPE PASS 3 (Z=-0.2mm) ---
M400; Wait for Z move
# Sequence 1: 165,256 -> 215,256 (50mm X wipe)
G1 X{X1} F{WIPE_SPEED}
# Sequence 2: 215,256 -> 215,254 (3mm Y move)
G1 Y{Y2} F{WIPE_SPEED}
# Sequence 3: 215,254 -> 165,254 (50mm X wipe back)
G1 X{X0} F{WIPE_SPEED}
# --- Final Retraction ---
G0 Z{Z_END} F600; Move Z up to 10mm
M400; Wait for final Z moveGiấy phép
File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!