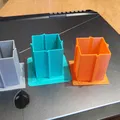
Tháp test ringing (vibration) cho động cơ – Test ringing tower

Mẫu tháp test ringing để chỉnh Input Shaping (IS) thủ công khi không có ADXL accelerometer. Khuyến nghị layer height 0.2mm, chèn G-code mỗi 25 layer để đổi SHAPER_FREQ và quan sát điểm IS dập rung.



Mô tả
Chiều cao lớp (Layer height) 0.2mm – khuyến nghị.
Mình in PETG và ABS ở tốc độ 80 – 100 mm/s.
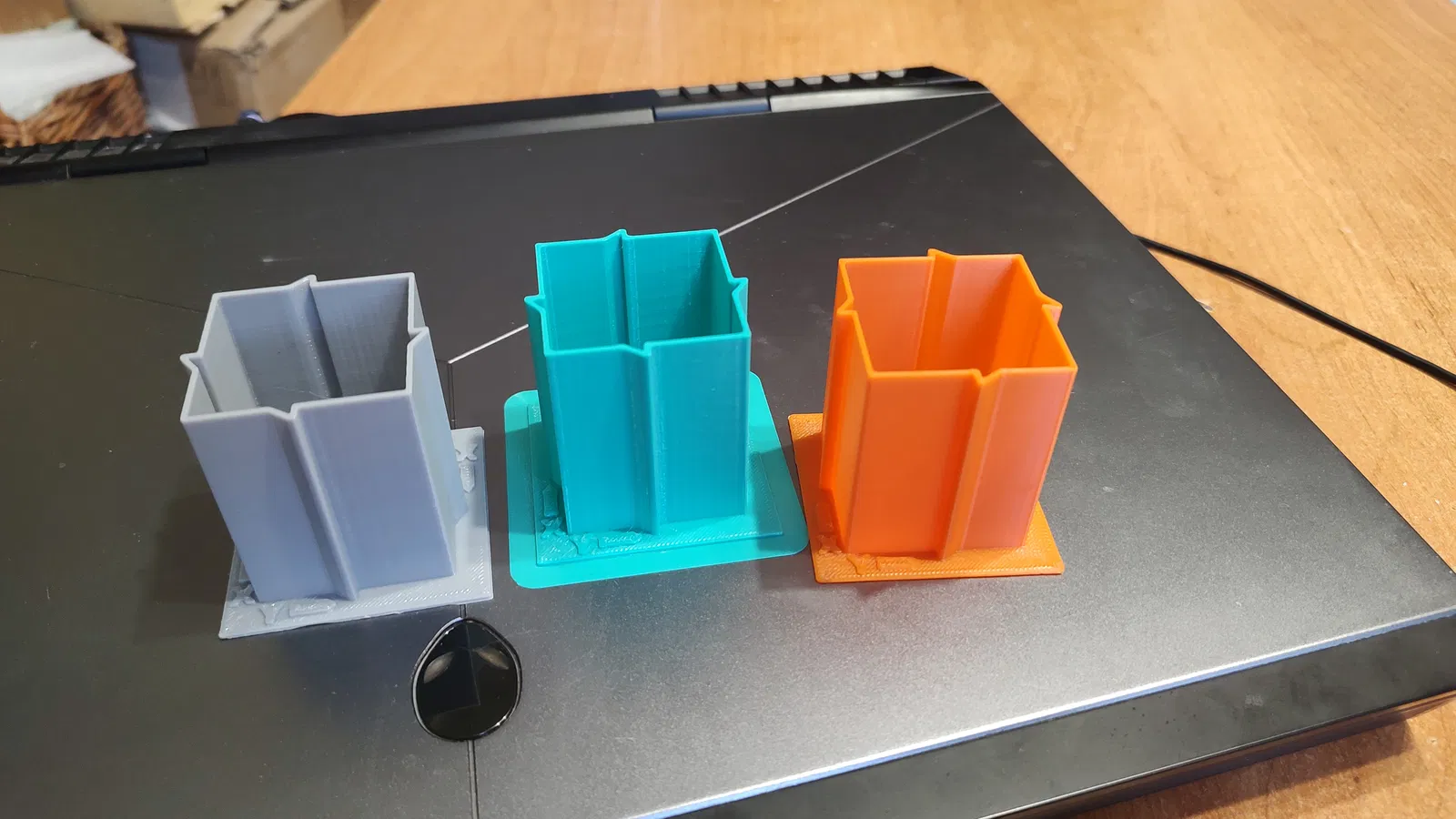
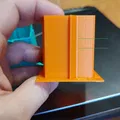
Không có sẵn ADXL accelerometer, mình quyết định đi theo hướng “không truyền thống”. Mình cố làm mẫu dùng ít nhựa nhất có thể nhưng vẫn tối đa công năng. Mình không biết một slicer/printer “ngẫu nhiên” sẽ bắt đầu in theo hướng nào, nên mình đặt các gờ nhô ra ở mọi hướng. Ở phần đế có dấu để chỉ từng trục, nên không cần xoay mẫu. Ban đầu mình định làm chữ dạng âm (recessed) nhưng với vài màu thì khó nhìn, nên mình làm lại thành chữ nổi (convex). Để tiết kiệm nhựa và thời gian, bạn có thể chèn G-code trong slicer cho mỗi 25 layer của mẫu nếu in layer height 0.2mm. Lúc đầu mình thử các số tròn 60-50-40-30, chọn cái ổn nhất rồi giảm bước: 45-40-35-30. Sau đó chọn lại cái tốt nhất và giảm tiếp: 37-36-35-34-33-32. Ai kỹ tính có thể tinh chỉnh tới hàng phần mười.
Chèn code lần đầu ở layer 6, sau đó cứ mỗi 25 layer chèn một lần. Cuối cùng, mình có tần số shaper mới mỗi 5mm chiều cao.
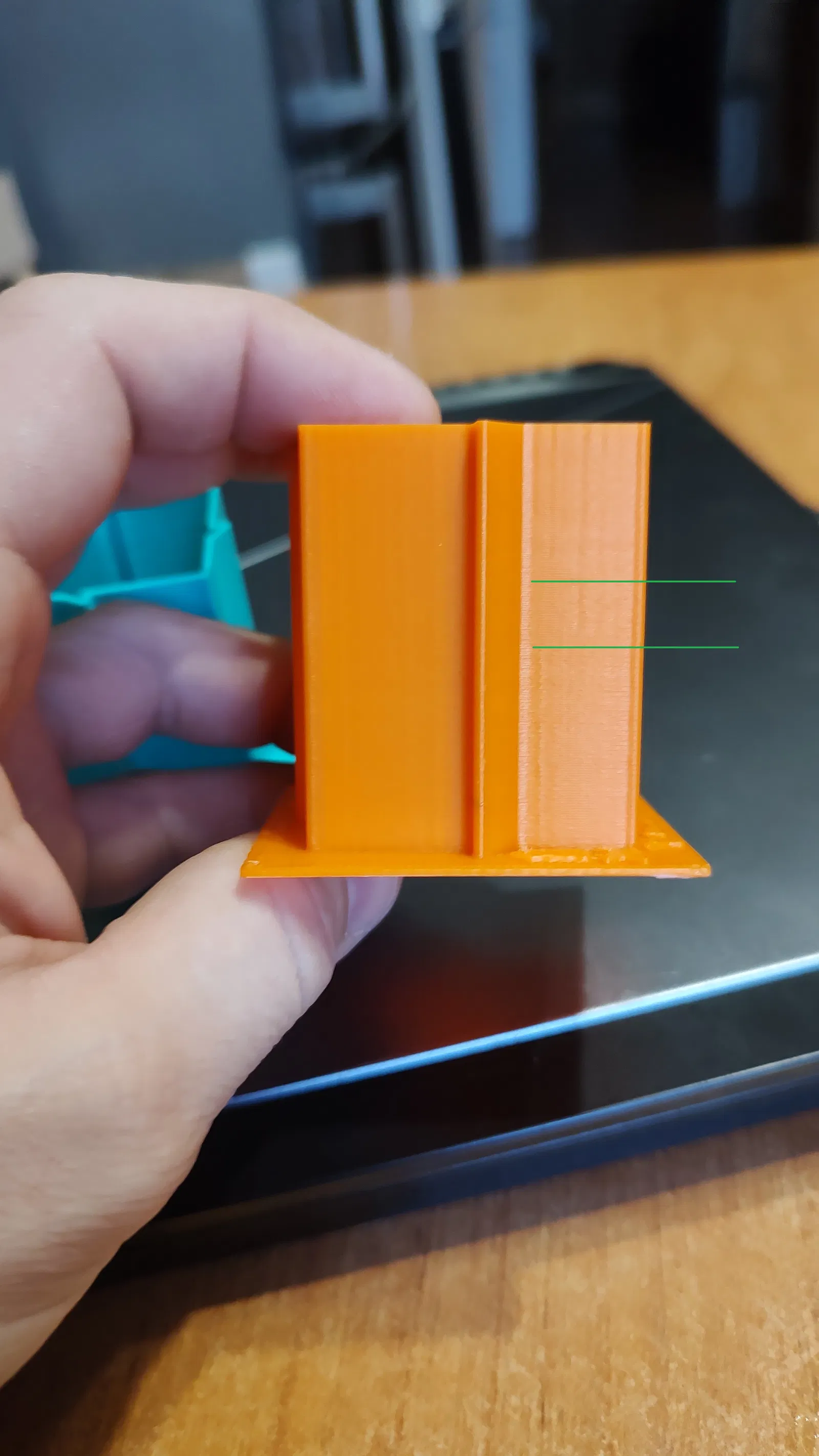
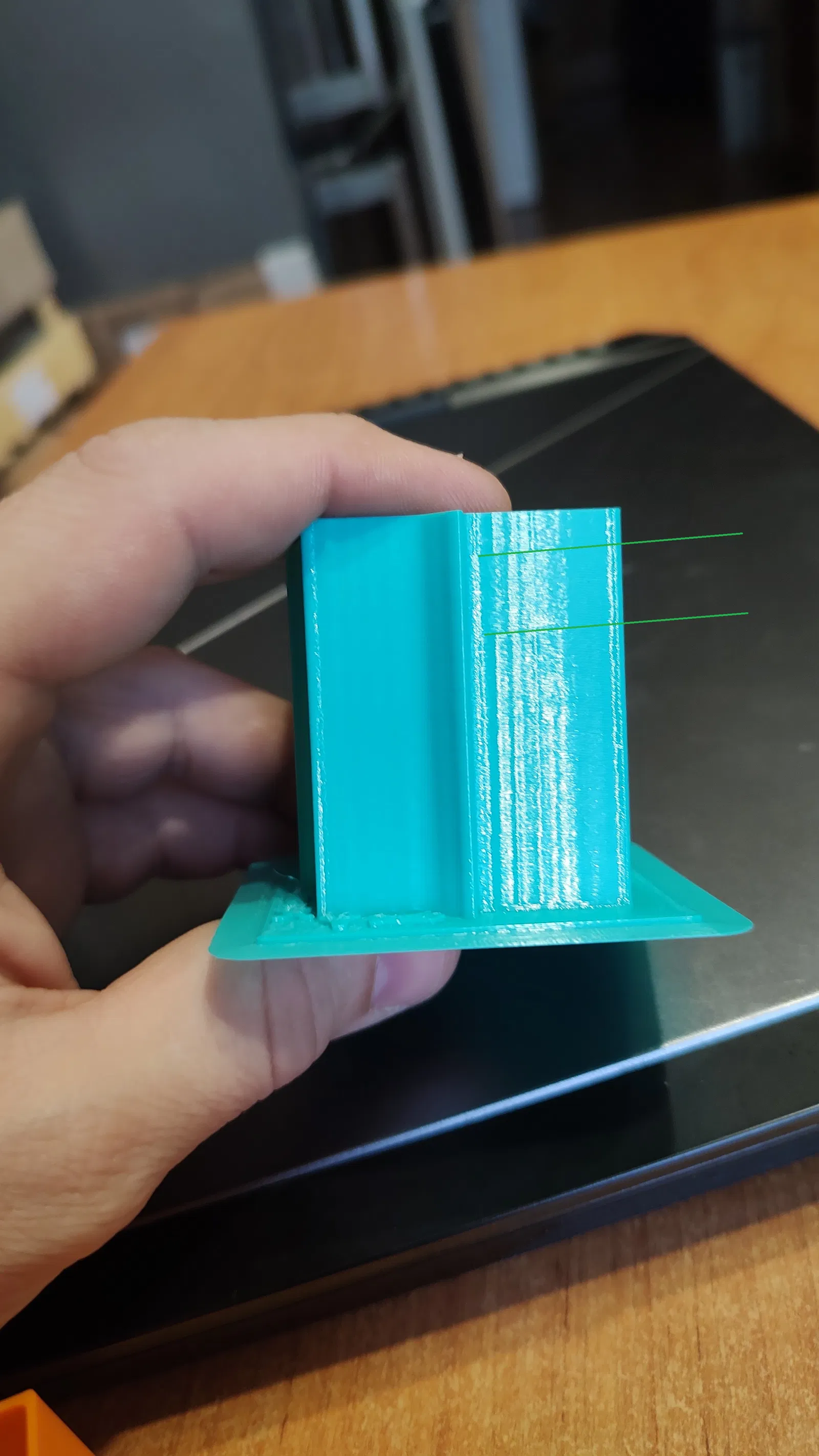
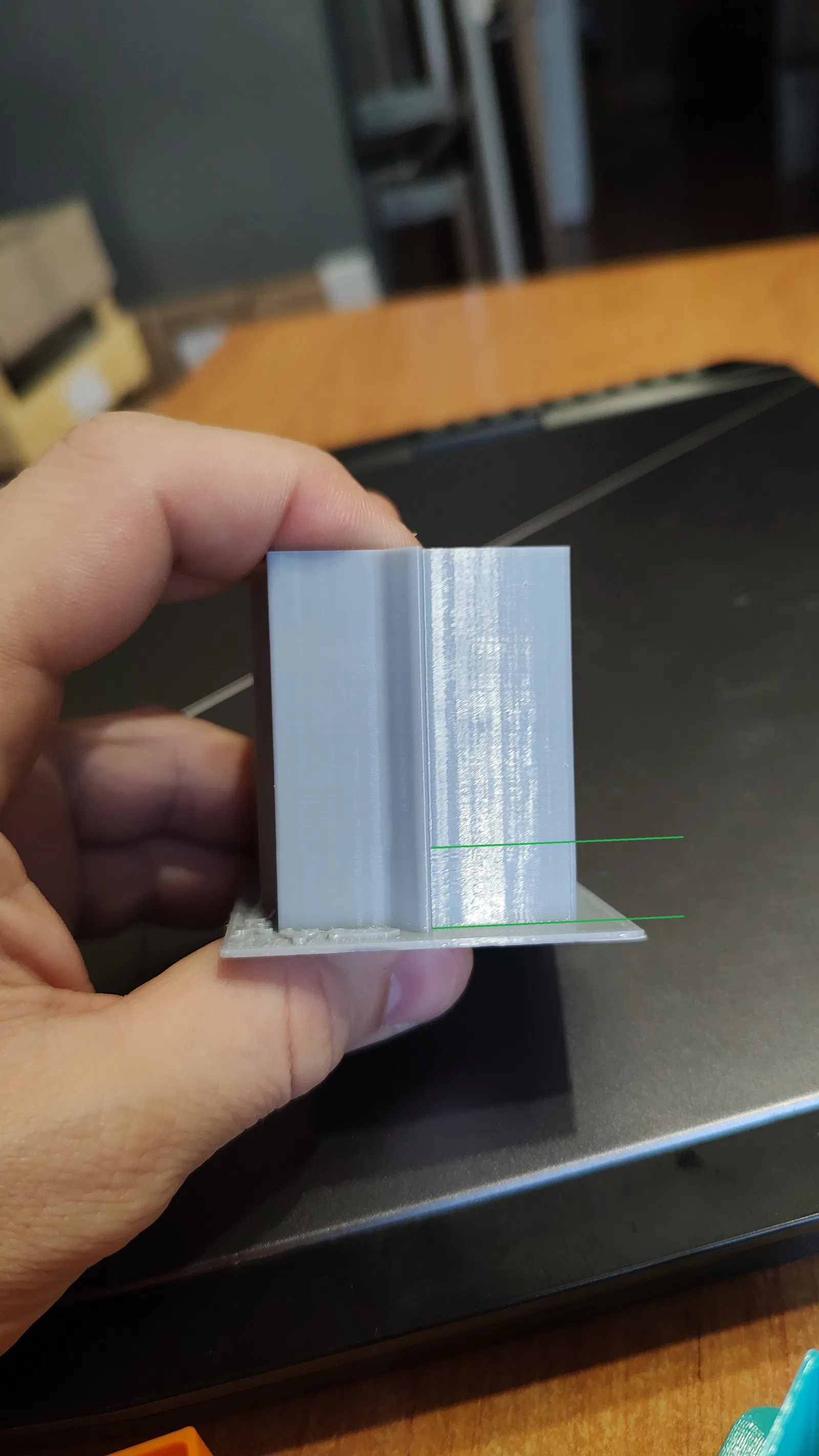
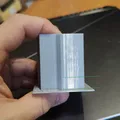
Trên mẫu in xong sẽ thấy rất rõ khi IS dập “ringing” của động cơ. Mình làm 3 mẫu và dùng hết 45g nhựa.
G-code cho Klipper (chèn vào slicer):
SET_INPUT_SHAPER SHAPER_TYPE=EI SHAPER_FREQ_X=40 SHAPER_FREQ_Y=40Các loại shaper có thể dùng: ZV / MZV / ZVD / EI / 2HUMP_EI / 3HUMP_EI
G-code cho Marlin (chèn vào slicer):
M593 F40
Shaper freq – cần đổi mỗi 25 layer.
Mình thật sự hy vọng là không quên nhắc chỗ nào.
Chiều cao lớp khuyến nghị: 0.2mm
Mình in PETG (xám, xanh dương nhạt), ABS (cam).
Thời gian in 45 ~ 55 phút (80 – 100 mm/s)
Không có sẵn ADXL accelerometer, mình quyết định đi theo hướng нестандартный (khác thường). Mình cố làm mẫu tốn ít nhựa nhất nhưng vẫn tối đa công năng. Mình không biết một slicer/printer “ngẫu nhiên” sẽ bắt đầu in theo hướng nào, nên mình đặt các gờ nhô ra ở mọi hướng. Ở phần đế có ký hiệu tiếng “ringing” của từng trục, nên không cần xoay mẫu. Ban đầu ý tưởng là làm chữ dạng âm (recessed), nhưng với một số màu thì nhìn không rõ. Mình làm lại thành chữ nổi (convex). Để tiết kiệm nhựa và thời gian, trong slicer có thể chèn G-code mỗi 25 layer khi in layer height 0.2mm (có thể bắt đầu từ giá trị IS cao rồi giảm dần). Đầu tiên mình chạy các số tròn 60-50-40-30, chọn phương án tốt nhất rồi giảm bước: 45-40-35-30. Chọn lại cái tốt nhất và giảm tiếp: 37-36-35-34-33-32. Ai cầu toàn có thể tinh chỉnh tới hàng phần mười.
Code đầu tiên chèn ở layer 6 (đầu phần tháp). Sau đó chèn code mỗi 25 layer. Tức là các layer: 31 - 56 - 81 - 106 - 131 - 156 - 181 - 206 - 231.... Vậy là cứ mỗi 5mm chiều cao sẽ đổi tần số cộng hưởng theo giá trị bạn đặt.
Trên mẫu thấy rất rõ lúc IS dập “ringing” của động cơ. Mình làm gọn trong 3 mẫu và hết 45g nhựa. Những đoạn này được tô màu xanh lá.
Code để chèn trong slicer theo tài liệu Klipper:
SET_INPUT_SHAPER SHAPER_TYPE=EI SHAPER_FREQ_X=40 SHAPER_FREQ_Y=40Các chỗ in đậm là phần người dùng tự đổi.
Loại shaper: ZV / MZV / ZVD / EI / 2HUMP_EI / 3HUMP_EI
Tần số cộng hưởng: đổi mỗi 25 layer theo giá trị cần test
Code để chèn trong slicer theo tài liệu Marlin:
M593 X F40 - cho trục X
M593 Y F40 - cho trục Y
M593 F40 - cho cả ba trục: X, Y, ZMình cũng có thêm file mẫu để chỉnh sửa trong Blender. Hy vọng là không thiếu gì...
Giấy phép

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!