Bottle Cage (Gọng giữ bình nước)

Bottle Cage kẹp được chai/lon đường kính 60–90mm, có insert đáy in theo hướng khác để tránh tuột do layer adhesion. Lỗ bắt ốc linh hoạt 60–70mm (Performance V2: 60–80mm). In đẹp với PETG/ASA, không cần support.





















Mô tả
Cập nhật: Mới upload các bản “V3” (nhìn đẹp hơn chút, chức năng cũng ổn hơn chút)
Câu chuyện phía sau
Mình không hài lòng với đa số bottle cage in 3D ngoài kia vì thường chúng chỉ vừa đúng một cỡ chai/lon nhất định và không “kẹp” được mấy chai nhỏ hơn. Thêm nữa, nhiều mẫu lại được in theo hướng khiến phần kẹp bị yếu đi, hoặc phần đáy chỉ trông chờ hoàn toàn vào layer adhesion để giữ cho chai không tuột xuống. Mà mình thì không tin layer adhesion tới mức đó. Vì vậy mình tự thiết kế một bottle cage gồm hai phần: phần cage và một miếng insert rời được in theo hướng khác để tăng độ an toàn tối đa, tránh trường hợp chai “đội” văng xuống khỏi đáy khi chạy đường xóc. (Tiết lộ: nếu bạn rất tin layer adhesion, mình cũng có file cho từng cage để in liền một khối). Với đồ dùng ngoài trời, nên in bằng vật liệu chịu thời tiết như ASA, PCTG, PC, PETG, v.v. May là mấy vật liệu này lại có độ dẻo nhất định—mình tận dụng luôn ưu điểm đó khi in kiểu bottle cage!
One 4 All Bottle Cage
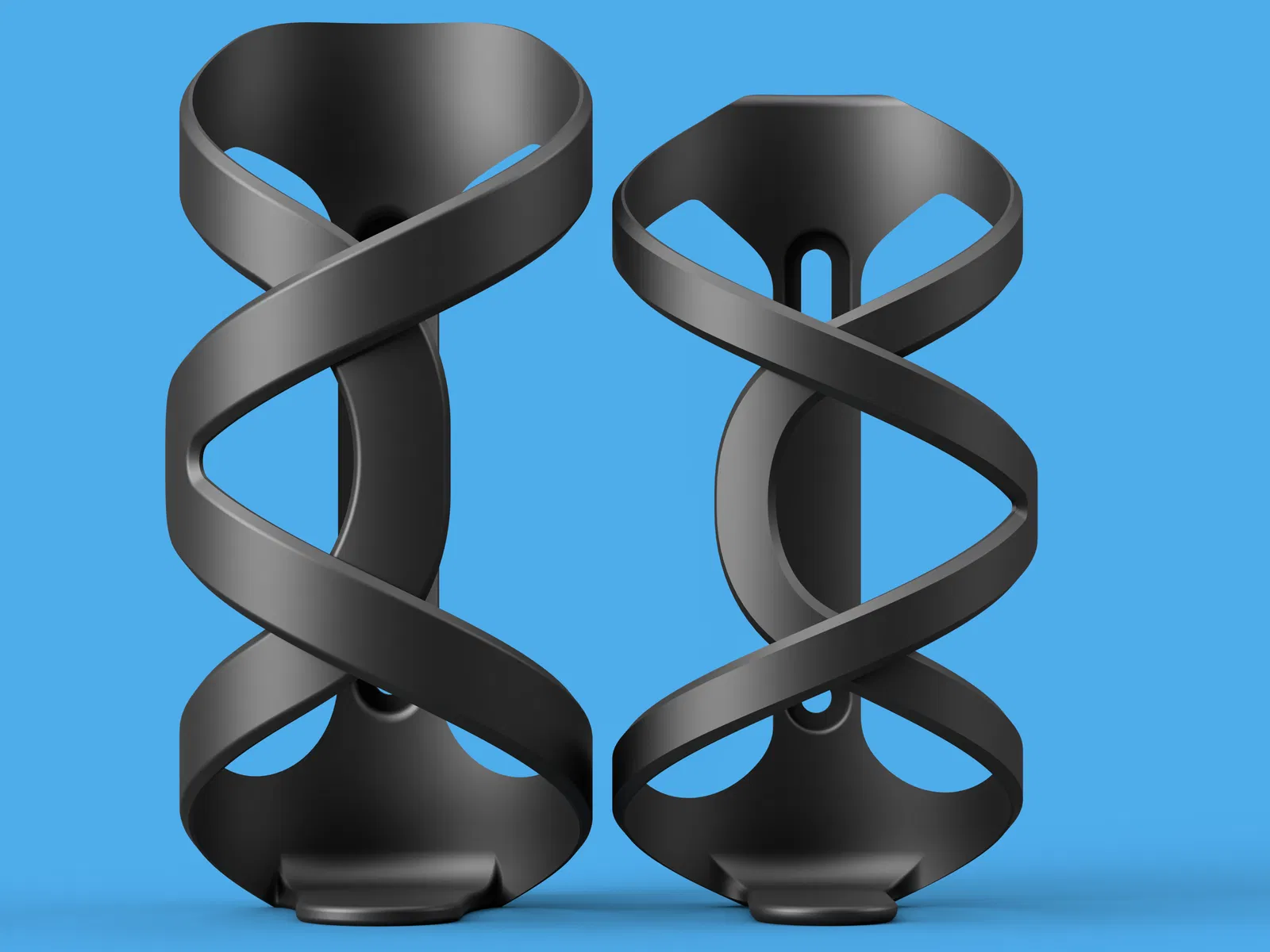
Mẫu bottle cage này vừa dễ in, vừa kiểu như một bài “stresstest” cho máy in 3D luôn. Overhang không phải dạng dốc đứng quá, nhưng khá thử thách vì nó mỏng. Ngoài ra khe giữa phần chồng lên nhau của cage chỉ có 0.2mm (như hình bên dưới).

Cái này vừa có lợi vì sẽ có một ít vật liệu dính/fuse nhẹ vào nhau, giúp phần trên in ổn định hơn—nhưng đồng thời khe vẫn đủ rộng để bạn tách ra khá dễ, không cần dùng dụng cụ, và tạo được độ flex kiểu “kẹp” để giữ đồ uống chắc tại chỗ!
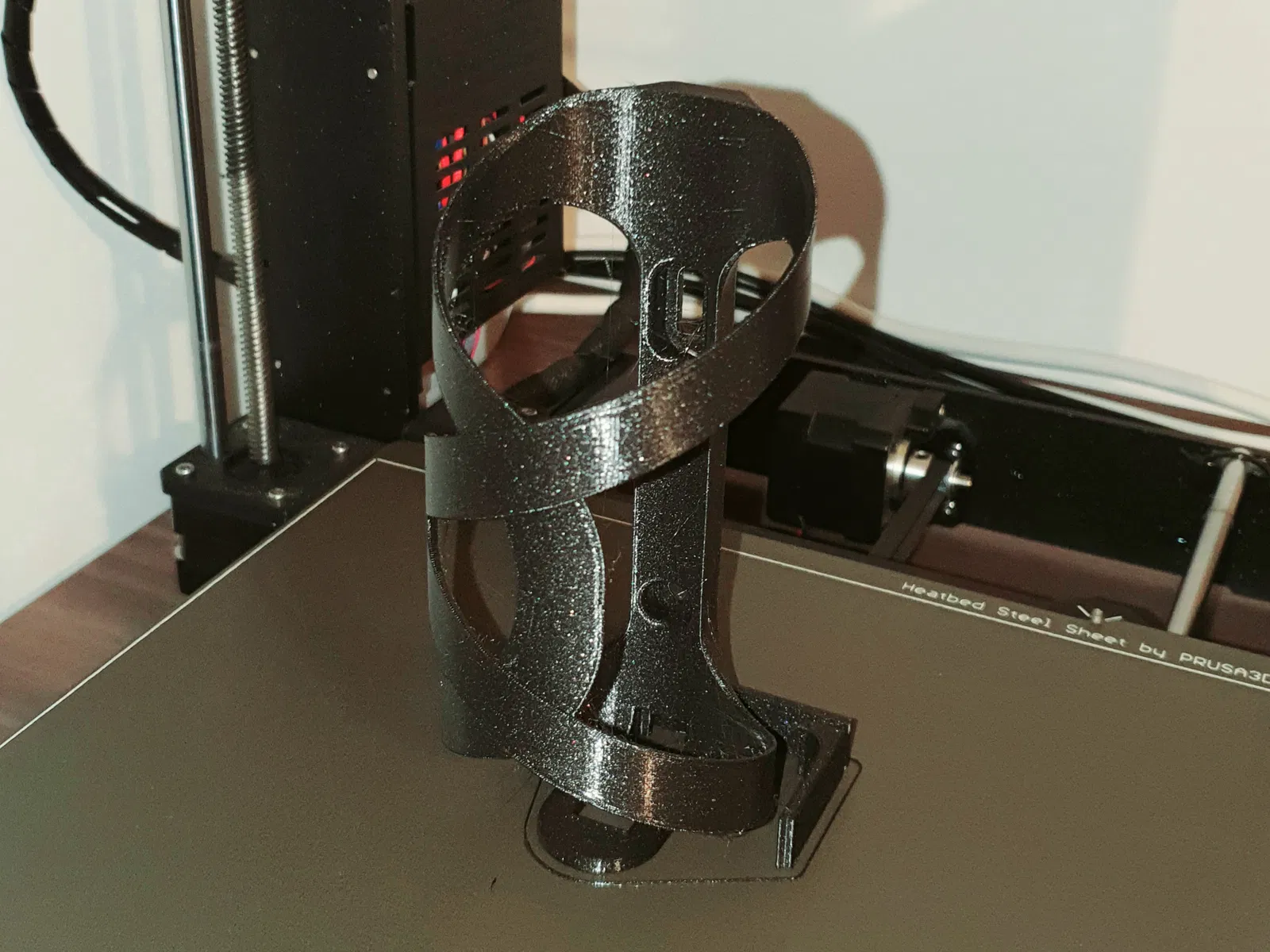
Mình đã test một cái in PETG vài tuần, trong nhiệt độ từ +15°C tới -10°C, với nhiều loại chai/lon (chai thủy tinh 0,3L & 0,5L, lon, chai PET 0,5L và thậm chí tới chai PET 1L) và hoạt động rất ngon!
Bạn có thể gắn cage này lên gần như mọi xe đạp vì nó có lỗ bắt ốc biến thiên từ 60–70 mm theo khoảng cách giữa hai con ốc. (Bản Performance V2 còn vừa 60–80mm). Từ đó mình làm ra:
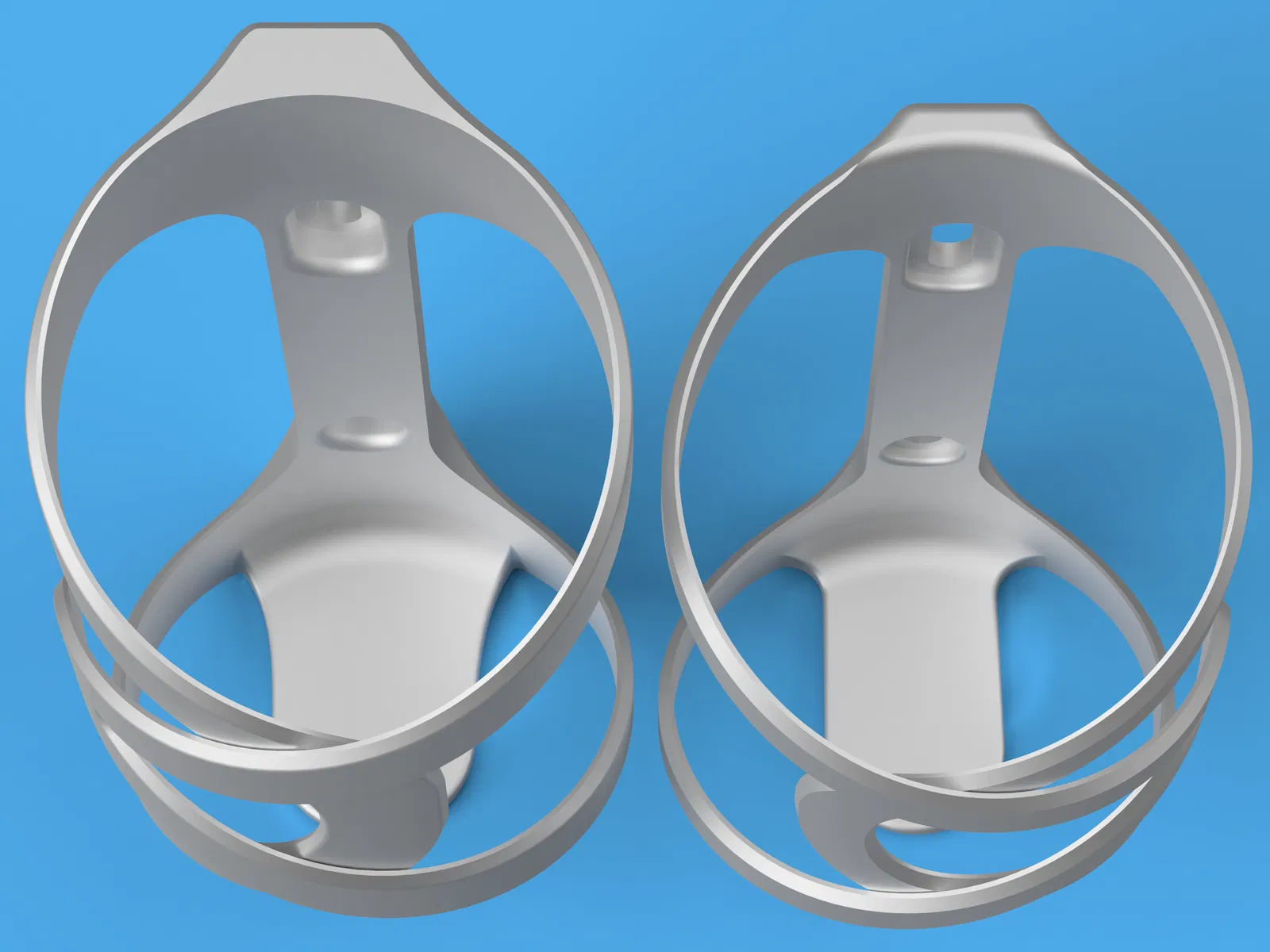
Hai phiên bản khác nhau: Dùng hằng ngày (trái) và performance (phải) - (V2 trong hình).

Everydays Use: Bản này chắc chắn hơn một chút. Nên sẽ hợp với gần như mọi kiểu sườn xe và loại ốc. Bản này dùng khoảng 35g filament (PETG) và cũng có thể hợp cho MTB.
Performance: Dành cho bạn nào thích “sporty”! Bản này chỉ ~25g filament nên nhẹ hơn đa số bottle cage mua ngoài, đổi lại hơi kém cứng (nhưng vẫn chạy ngon—mình test vài tuần rồi). NHƯNG với thiết kế này bạn nên dùng ốc đầu dẹt (flat head) (2–3mm) do phần bắt ốc mỏng hơn.
Lời khuyên khi in
In rất ổn với setting mặc định trong Prusaslicer! Tuy nhiên, chìa khóa để có bản in đẹp và thành công là vị trí của seams. Thường slicer sẽ không đặt seam ở vị trí overhang—nhưng bạn vẫn nên kiểm tra trước khi in; nếu lỡ nó đặt seam ngay chỗ overhang, bạn nên chặn lại (ví dụ dùng công cụ seam-painting của Prusaslicer). Mình cũng khuyên dùng solid infill ở khu vực bắt ốc—lúc này height modifier của Prusaslicer sẽ rất hữu ích!
Khuyến nghị: 0.2mm layerheight!
In không cần supports!
Lắp đặt
Sau khi in xong, có hai việc bạn cần làm để lắp bottle cage đúng cách:
Đầu tiên là miếng insert giúp bảo vệ tối đa khỏi lỗi do layer adhesion bị fail ở phần gờ đáy. Insert này ngăn chai tuột xuống dưới. Bạn sẽ thấy một miếng dạng chữ L nằm trên bàn in. Nó lắp khá khít với cage và được in nằm ngang để có các lớp liên tục nâng đỡ đáy chai. Giờ mình xem cách lắp:

In xong thì đừng trượt insert vào hết ngay! Có một gờ nhỏ ở một đầu, mình cần đưa gờ này vào đúng phần âm tương ứng trên cage trước. Xem hình bên trái! Chỉ sau khi đặt đúng chỗ này thì bạn mới trượt tiếp miếng “security support” vào trong cage được. Nếu không làm như hình bên trái thì bạn sẽ khó đưa nó vào đúng vị trí. Lắp xong sẽ giống như hình bên phải.

Giờ còn một bước cuối: Cage có một “main-flap” quấn khoảng 270° để đỡ chai từ mọi phía. Còn flap kia chỉ quấn khoảng 180°—đây là “support-flap”! Sau khi in xong, support-flap ban đầu nằm phía trong và main-flap nằm phía ngoài. Mình muốn đổi ngược lại! Vậy nên bạn cần bẻ nhẹ cả hai flap ra ngoài vừa đủ để đổi vị trí cái nào ở trong/cái nào ở ngoài. Xem hình bên trái để dễ hiểu: Bên trái là vừa lấy khỏi bàn in, bên phải là trạng thái đúng sau khi chỉnh flap.
Nếu bạn thắc mắc “sao không thiết kế sẵn như vậy từ đầu?!”—vì khi chạy xe, đường xá không phải lúc nào cũng phẳng. Luôn có rung và xóc nhẹ. Khoảng cách rất sát giữa hai flap sẽ khiến chúng dễ lạch cạch cọ vào nhau. Nhưng sau khi đổi cái nào ở trong/cái nào ở ngoài, hai flap sẽ có một lực căng nhẹ tì vào nhau, nên chạy đường xóc cũng không bị tiếng kêu lạch cạch.
Hy vọng bạn thích thiết kế này! Chúc bạn in vui.
Giấy phép

File mô hình








Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!