Bộ Nâng Nắp Thông Gió Cao 50mm Cho Qidi Plus4

Phiên bản mới nhất của bộ nâng đỡ nắp thông gió cao 50mm cho Qidi Plus4, giúp giảm trọng lượng, cải thiện độ vừa vặn và tối ưu hóa việc lắp đặt dải đèn. Hướng dẫn chi tiết về hiệu chuẩn sợi nhựa và cài đặt in để đạt kết quả tốt nhất.














Mô tả
Đây là phiên bản thứ ba, và hy vọng là cuối cùng của bộ phận nâng đỡ nắp thông gió cho Qidi Plus 4.
Mô hình này giảm trọng lượng so với các mô hình trước đó của tôi, và tinh chỉnh một số kích thước lớn hơn để vừa vặn tốt hơn. Tùy thuộc vào cài đặt in cụ thể được sử dụng, một bộ phận nâng đỡ hoàn chỉnh sẽ cần khoảng ~500-800g sợi.
Khi in bằng sợi đã được hiệu chuẩn đúng cách (xem bên dưới), và lắp ráp hoàn chỉnh, sẽ có khoảng 0,6mm khe hở giãn nở nhiệt cho vị trí bộ phận nâng đỡ khớp với đường viền nắp hiện có. Điều này cho phép bộ phận nâng đỡ giãn nở nhiệt dưới nhiệt độ buồng cao mà không bị cong vênh. Ngoài ra, vì kính giãn nở ít hơn nhựa, sẽ có 0,3mm khe hở giãn nở nơi tấm kính khớp với đường viền của bộ phận nâng đỡ.
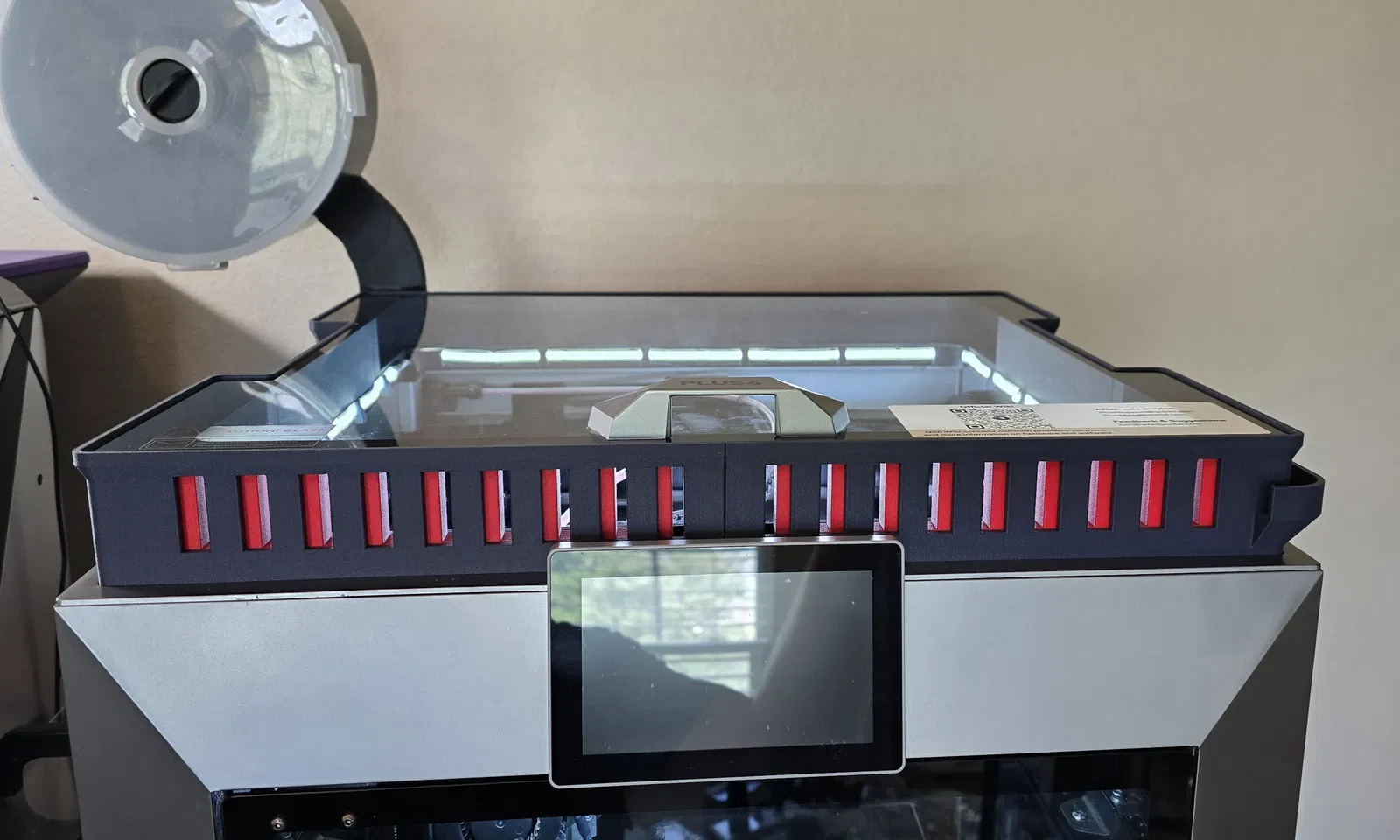
Các kẹp cho dải đèn đã được gia cố và có khoảng cách chính xác và đồng đều hơn để có vẻ ngoài đồng nhất hơn. Đường viền bên trong của khu vực gắn dải đèn đã được điều chỉnh để vừa vặn chính xác với đường viền bên trong của bộ phận gắn nắp của Plus4, sao cho ánh sáng từ dải đèn không còn bị chặn bởi các bộ phận hỗ trợ bên trong của Qidi Plus4.
Tôi đã di chuyển đầu vào cáp dải đèn để thẳng hàng với đường viền của các bức tường bên trong để không còn các đoạn gấp khúc chặt trong đường đi của cáp, và tôi đã đặt một đầu vào ở mỗi bên để có nhiều tùy chọn định tuyến cáp hơn.
Do giảm trọng lượng so với các thiết kế cũ hơn, điều này đã tạo ra một số khoang nhỏ ở mỗi góc. Ngay cả khi chúng có thể không được sử dụng nhiều trong thực tế, chúng có thể hữu ích khi thực hiện bảo trì để cung cấp các khu vực an toàn để đặt vít và các vật nhỏ khác, nơi chúng sẽ không bị lăn khi làm việc trên máy in.
Bộ phận nâng đỡ này tương thích với cả giá đỡ sợi zin, cũng như .
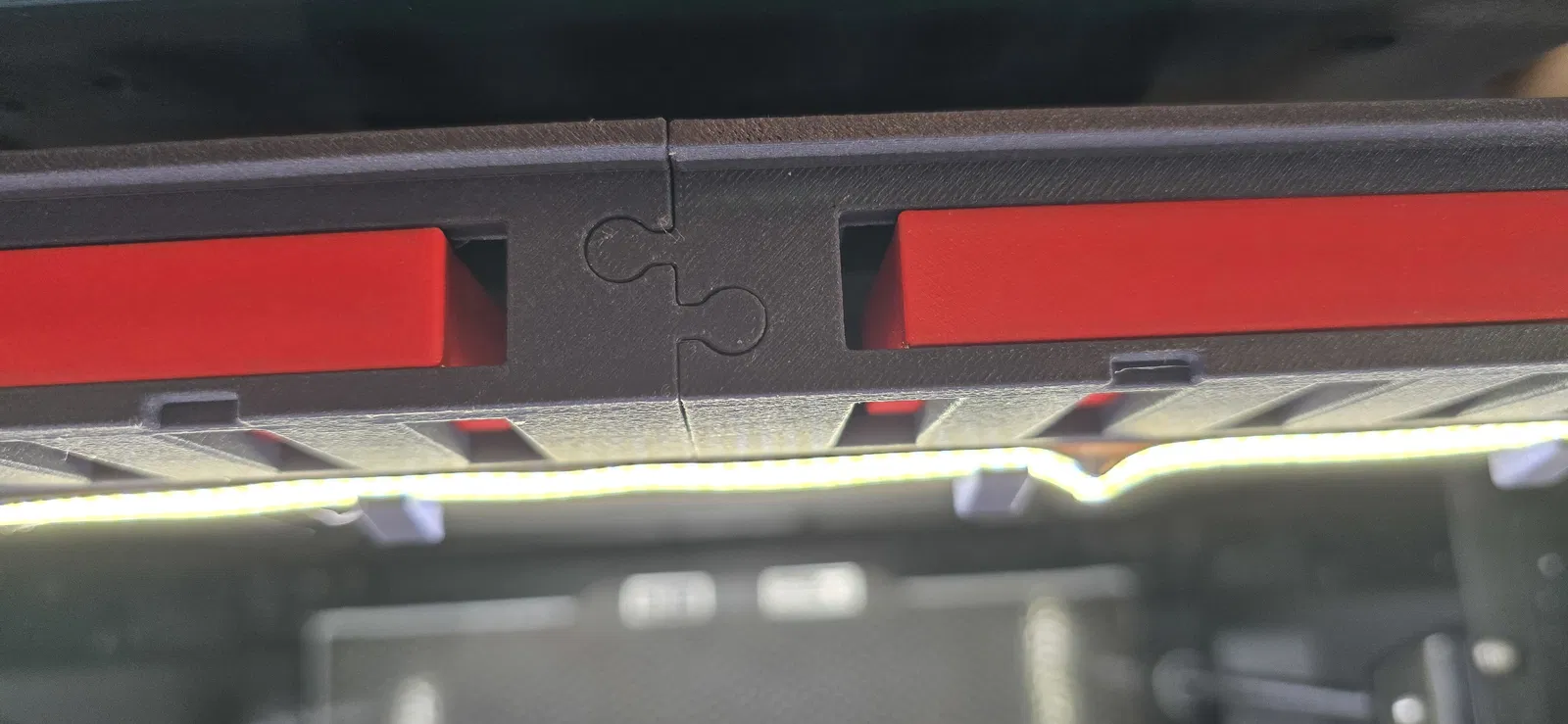
Tất cả các bộ phận được lắp ráp với nhau bằng các khớp nối đuôi én hình ghép hình không cần dụng cụ, mang lại sản phẩm cuối cùng vừa chắc chắn vừa dễ lắp ráp.
Chuẩn bị in
Do kích thước tổng thể lớn của bộ phận đã lắp ráp (468mm x 449mm), VÀ việc tất cả các sợi nhựa sẽ co lại ở một mức độ nào đó sau khi nguội, nên việc hiệu chuẩn sợi nhựa của bạn để có độ chính xác kích thước là cực kỳ quan trọng để bộ phận nâng đỡ cuối cùng vừa vặn nhất.
Tôi rất khuyến khích người dùng sử dụng để điều chỉnh tỷ lệ phần trăm Co rút XY cho sợi nhựa của bạn.

Thực hiện bước này sẽ đảm bảo rằng bộ phận nâng đỡ đã lắp ráp sẽ vừa khít vào máy in, và nắp kính phía trên cũng sẽ vừa khít vào bộ phận nâng đỡ. Trên toàn bộ kích thước của bộ phận đã lắp ráp, tôi đã đạt được độ chính xác kích thước bộ phận đã lắp ráp tương ứng chính xác với các khe hở lạnh 0,6mm cho các cạnh của bộ phận nâng đỡ trong khung máy in.
Bước này đặc biệt quan trọng đối với các sợi có độ co rút cao như ABS hoặc ASA, nơi khoảng cách ~460mm có thể dễ dàng bị sai lệch đủ để tấm kính không còn vừa vặn đúng cách vào bộ phận nâng đỡ đã lắp ráp.
Ngoài ra, hãy đảm bảo hiệu chuẩn sợi nhựa của bạn cho hệ số lưu lượng và áp suất tiến phù hợp. Cả hai hiệu chuẩn này sẽ quan trọng để các khớp nối ghép hình vừa vặn tốt nhất khi lắp ráp bộ phận nâng đỡ.
Các khớp nối ghép hình được thiết kế với khoảng hở 0,16mm giữa các đường viền của hai bộ phận tiếp xúc. Tôi nhận thấy rằng khi áp suất tiến và lưu lượng được điều chỉnh đúng cách, điều này sẽ tạo ra các bộ phận trượt vào nhau một cách mượt mà với ít nỗ lực/ma sát nhất, đồng thời vẫn mang lại sự vừa vặn chắc chắn. Nếu các khớp nối của bạn quá lỏng hoặc quá chặt, thì rất có thể bạn cần hiệu chuẩn giá trị lưu lượng và áp suất tiến cho sợi nhựa của mình.
Khuyến nghị in
Đầu phun 0,4 hoặc 0,6mm là phù hợp nhất. Mô hình được thiết kế để in với chiều cao lớp 0,2mm và có thể in mà không cần hỗ trợ. Nói chung, 2 hoặc 3 lớp vỏ/tường là tốt nhất và với mật độ ruột 10% rectilinear. Các bộ phận nâng đỡ không cần phải siêu bền.
Bất kỳ sợi nhựa nào có thể chịu được nhiệt độ lên tới 75C mà không bị mềm đều phù hợp.
KHÔNG SỬ DỤNG PLA HOẶC PETG CHƯA CẢI TIẾN.
Việc đặt thủ công các đường nối trong 3mm chiều cao in đầu tiên vào một trong các góc của các tab gắn dải đèn có thể thực sự hữu ích, vì bộ cắt lát có xu hướng muốn đặt các đường nối lớp đầu tiên vào các khớp nối ghép hình, điều này có thể dẫn đến độ bám dính kém với khay in xung quanh các khu vực đường viền quan trọng đó.

Hai mô hình góc sau có một cặp kênh hình tam giác bên trong kênh định tuyến cáp USB có thể được sử dụng để đặt đường nối cho vài lớp đầu tiên. Thông thường bộ cắt lát sẽ tự động sử dụng chúng, nhưng việc kiểm tra lại vẫn tốt.

Việc chỉ định thủ công hai bộ sửa đổi phạm vi chiều cao ở 48,6-50,2mm với mật độ ruột 100% rectilinear, và bộ sửa đổi thứ hai ở 50,2-55mm với số lượng lớp vỏ đặt thành 5 cũng có thể hữu ích. Làm như vậy sẽ đảm bảo độ bám dính mạnh nhất của "viền" tấm kính với phần còn lại của vật thể nâng đỡ để chống lại các va đập từ tấm kính được đặt mạnh vào bộ phận nâng đỡ.

và

Vậy là xong! Chúc may mắn!
Ủng hộ người tạo
Thích công việc của tôi? Có lẽ mời tôi một ly cà phê! https://ko-fi.com/stew675
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình









Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!