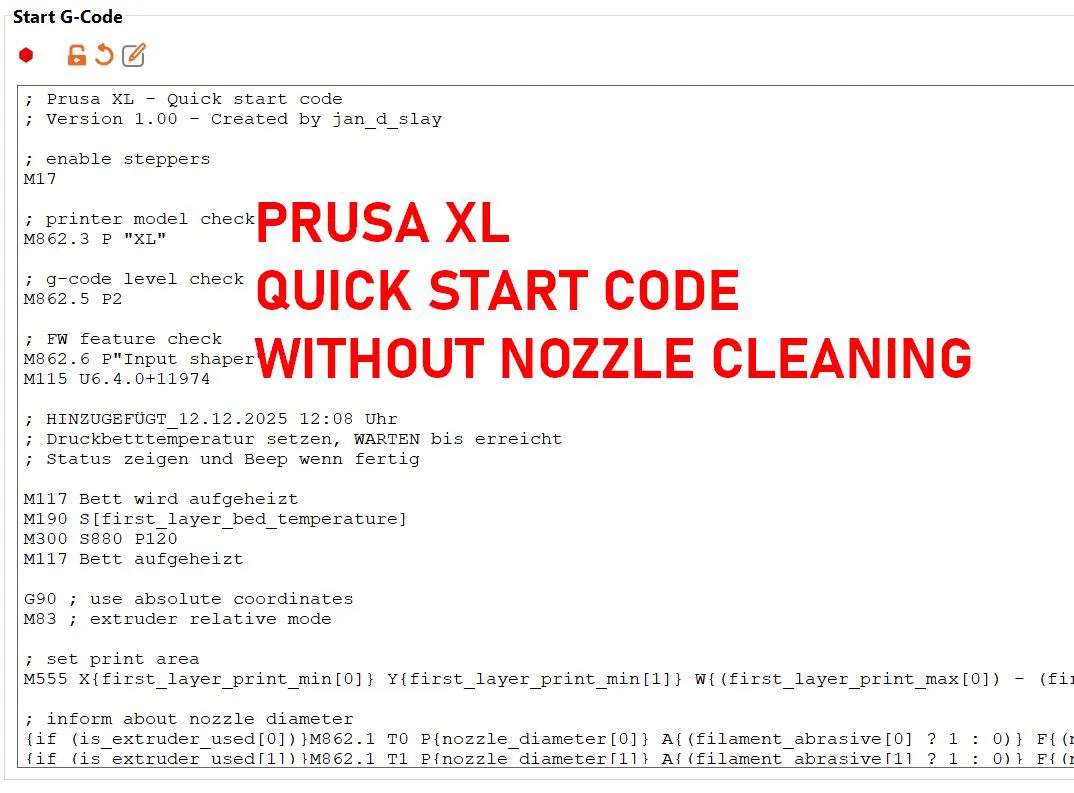
Prusa XL - Quick Start G-Code - Không làm sạch vòi phun

Mã G-Code khởi động nhanh này giúp giảm thời gian chờ đợi trước khi bắt đầu in trên Prusa XL mà không ảnh hưởng đến chất lượng lớp đầu tiên. Bao gồm các thay đổi và hướng dẫn chi tiết.
Mô tả
Lịch sử thay đổi
15.12.2025 - Mod G-Code V1.01
-
Làm nóng vòi phun đến 175 độ ngay từ đầu, không phải đợi đến cuối
-
Đã thử nghiệm với các phiên bản firmware 6.4.0 và 6.2.6
-
Mã G-Code khởi động V1.01 đã được sửa đổi, thử nghiệm và tải lên
12.12.2025 - Mod G-Code V1.00
-
Mang nhiệt độ bàn in lên nhiệt độ cài đặt ngay lập tức và là bước đầu tiên cho lớp đầu tiên (blocking).
-
Hấp thụ nhiệt đã tắt
-
Loại bỏ việc làm sạch vòi phun
-
Mã G-Code khởi động V1.00 đã được sửa đổi, thử nghiệm và tải lên
-
Đã thêm ghi chú về việc làm sạch vòi phun cơ học
11.12.2025 - GitHub
03.12.2025 - Firmware 6.4.0
-
Firmware đã được cập nhật lên phiên bản 6.4.0
-
Các khó khăn được xác định trước khi bắt đầu in
-
Logic nhiệt độ của vòi phun không thể hiểu được sau khi cập nhật firmware
Tuyên bố miễn trừ trách nhiệm
Tôi không chịu trách nhiệm cho bất kỳ thiệt hại nào do việc sử dụng G-code gây ra. G-code đã được rút ngắn ở một số chỗ và thứ tự đã được thay đổi. Về phía tôi, tôi có thể xác nhận rằng nó hoạt động hoàn hảo trên máy Prusa XL với 2 đầu phun.
Tham khảo
Mã G-Code khởi động được sao chép từ PrusaSlicer 2.9.4 và sửa đổi để cho phép hoạt động trơn tru với Prusa XL.
Công việc chuẩn bị cần thiết
Vòi phun PHẢI luôn được làm sạch trước mỗi lần in. KHÔNG được có bất kỳ cặn sợi nhựa nào nhìn thấy trên vòi phun. Nếu không thực hiện bước này, quá trình cân bàn sẽ không hoạt động.
Chuỗi khởi động nhanh
1.) Chờ nhiệt độ bàn
Trước khi di chuyển bất cứ thứ gì, bàn in được đặt ở nhiệt độ đã cài đặt trong slicer cho lớp đầu tiên. Vòi phun không được làm nóng. Lệnh đầu tiên này sẽ chuẩn bị bàn in để cân chỉnh.
2.) Căn chỉnh Z với vòi phun nguội
Bàn in đang ở nhiệt độ hoạt động và vòi phun đang nguội. Với sự kết hợp này, trục Z được căn chỉnh.
3.) Không làm sạch vòi phun
Không có sợi nhựa nào thoát ra từ vòi phun đã được làm sạch bằng cơ học. Do đó, việc làm sạch vòi phun đã bị loại bỏ hoàn toàn khỏi mã G-code.
4.) Cân bàn
Việc cân bàn được thực hiện như bình thường. Vòi phun vẫn nguội.
5.) Sẵn sàng cất cánh
Sau khi quá trình cân bàn hoàn tất thành công, đầu in được đưa về vị trí chờ. Chỉ bây giờ vòi phun mới được làm nóng đến nhiệt độ cần thiết cho lớp đầu tiên.
Giấy phép
File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!