Bộ đệm in tháp cho Prusa Mk4/MMU3 và Mk3S/MMU2S

Bộ đệm in tháp MK4/MMU3, thiết kế tối ưu cho máy in 3D MK4 và MMU3. Hỗ trợ cuộn filament, dễ lắp đặt và cải thiện độ chính xác khi in.









Mô tả
Ngày 20 tháng 8 năm 2024: Đã tải lại các bộ phận MK4 độc đáo vì tải lên ban đầu có vẻ bị hỏng.
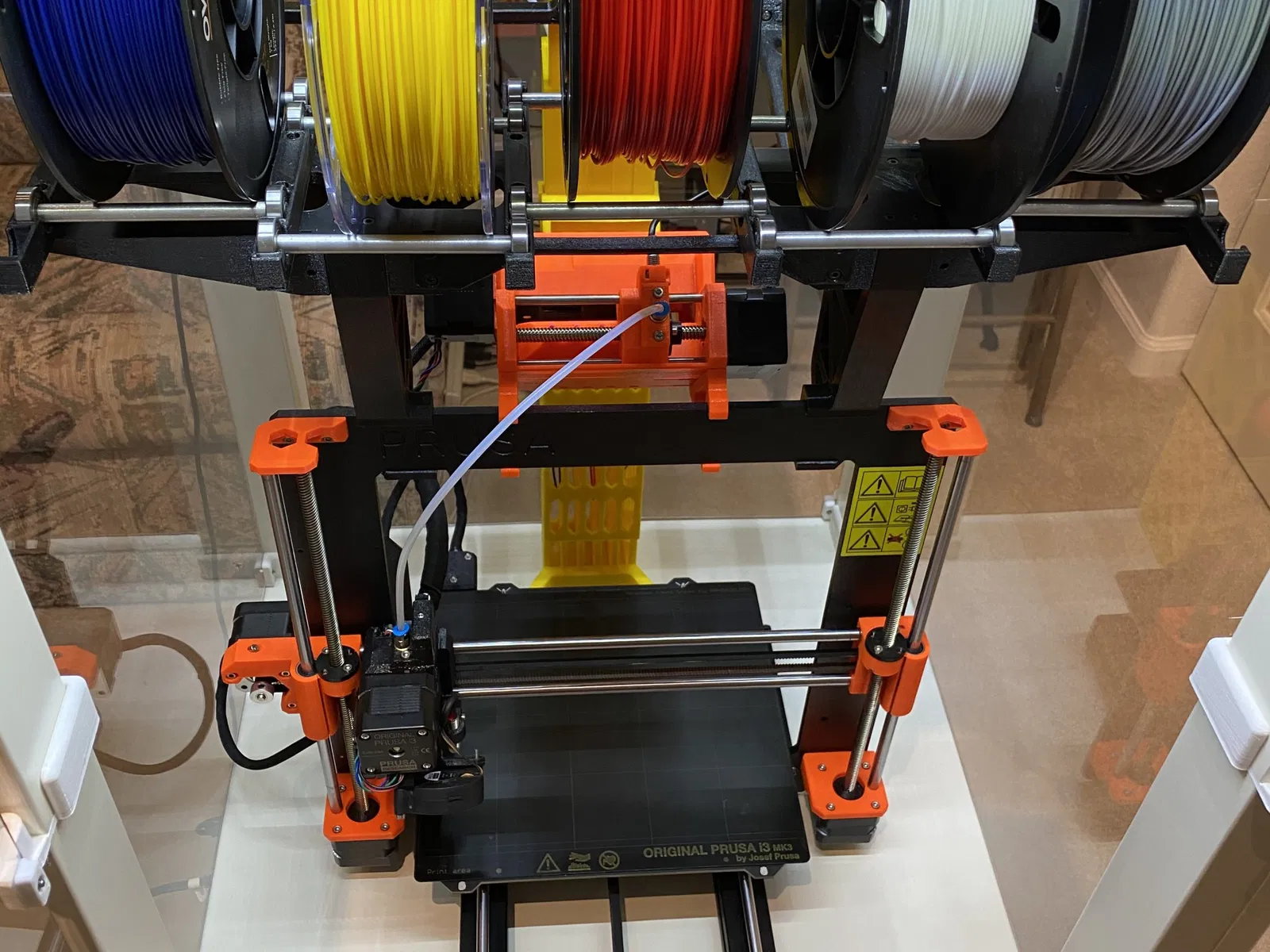
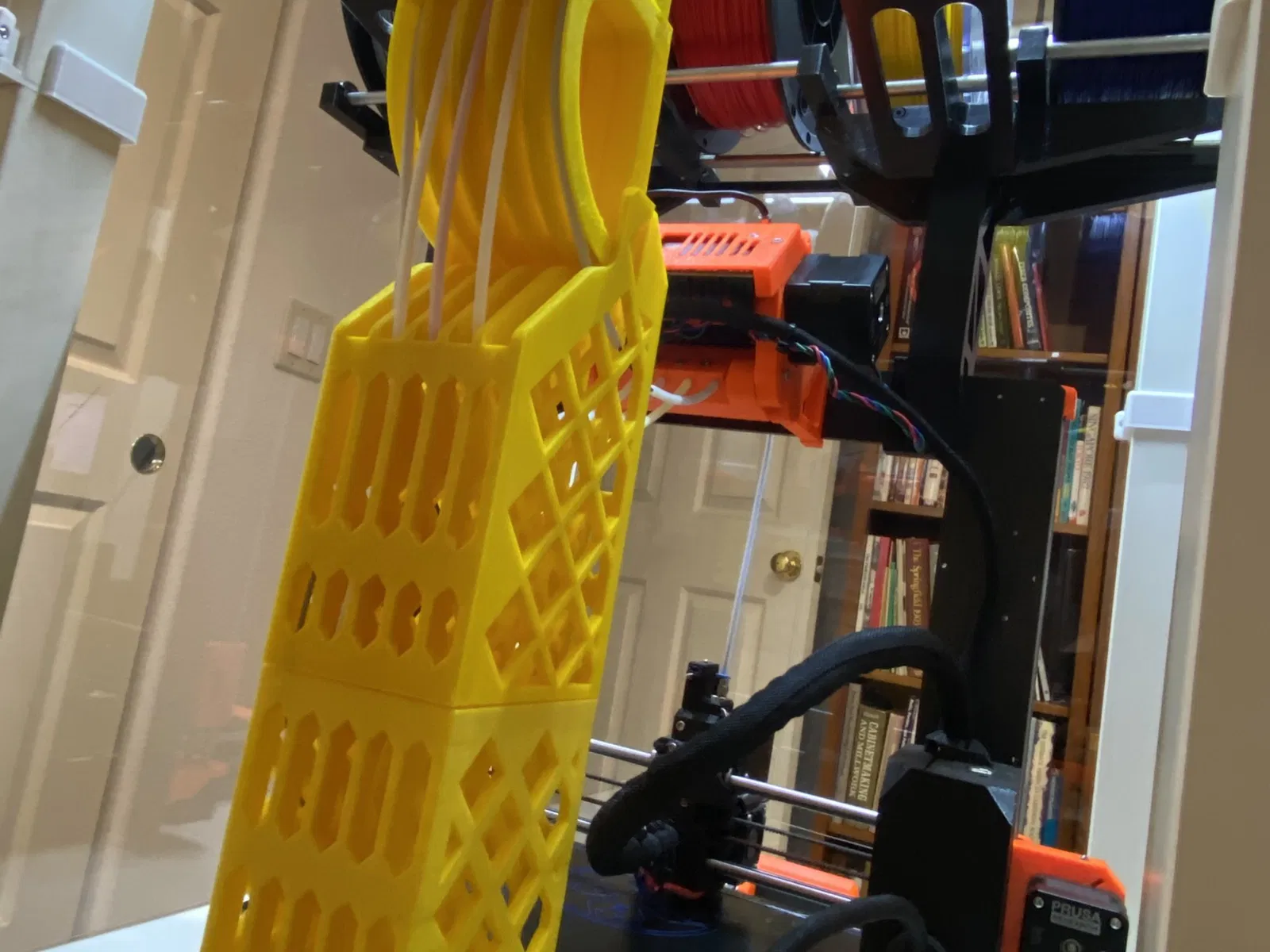
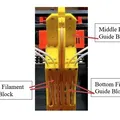
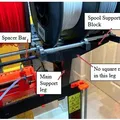
Bộ đệm in Tower này đã được cập nhật để hoạt động với hệ thống MK4 và MMU3 (Nó vẫn hoạt động với Mk3 và MMU2). Các hỗ trợ gắn khung đã được điều chỉnh để có khoảng cách hợp lý đến đầu in, thanh chéo giữa các hỗ trợ cuộn mang lại khoảng cách tốt hơn cho ống tiếp liệu từ MMU3 đến đầu in MK4 và hướng dẫn tốt hơn cho một bản in cao, các hỗ trợ con lăn trung tâm có các ngón hướng dẫn giúp ngăn ống tiếp liệu bị kẹt khi đầu in hạ xuống gần bàn in từ vị trí cao, và các lỗ trên tấm mang con lăn đã được điều chỉnh để cải thiện khoảng cách cuộn.
Các bộ phận và phần cứng còn lại vẫn giữ nguyên cùng với lắp ráp bên dưới. Lưu ý, chỉ có các tệp mô hình (.AMF) được tải lên, không có g-code nào được tải lên cho bản nâng cấp.
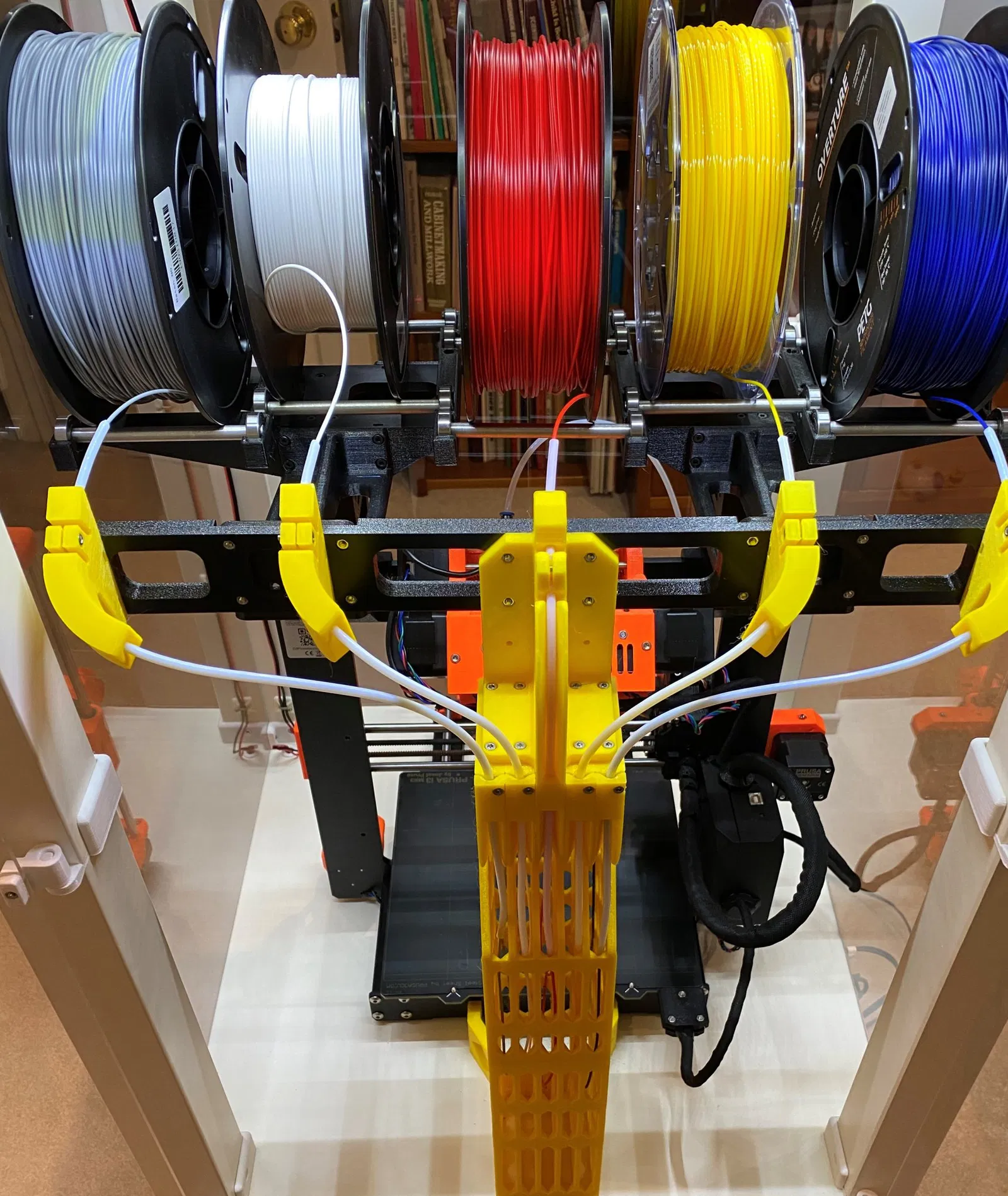
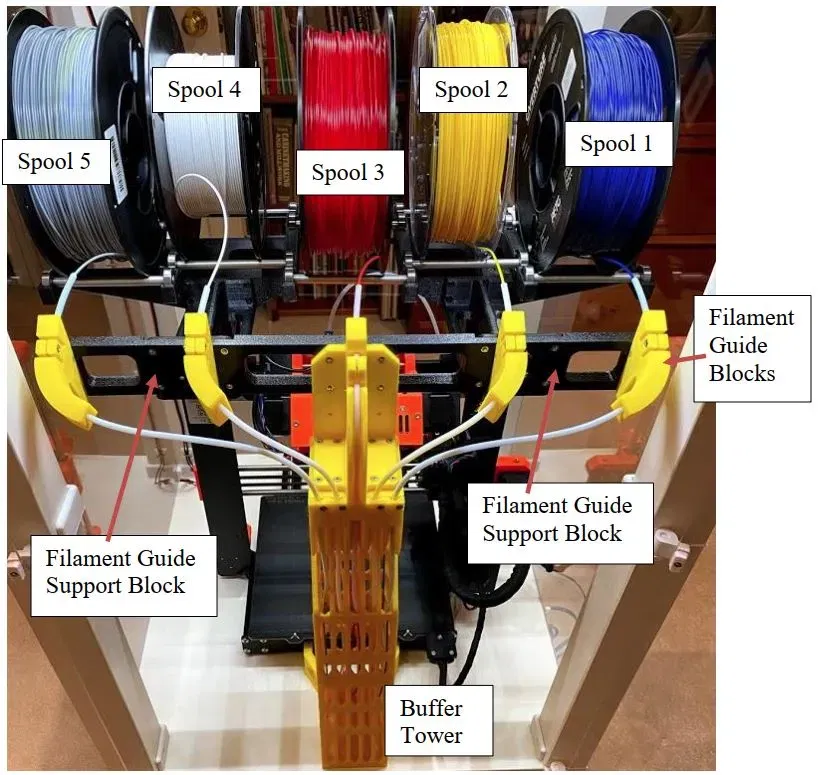
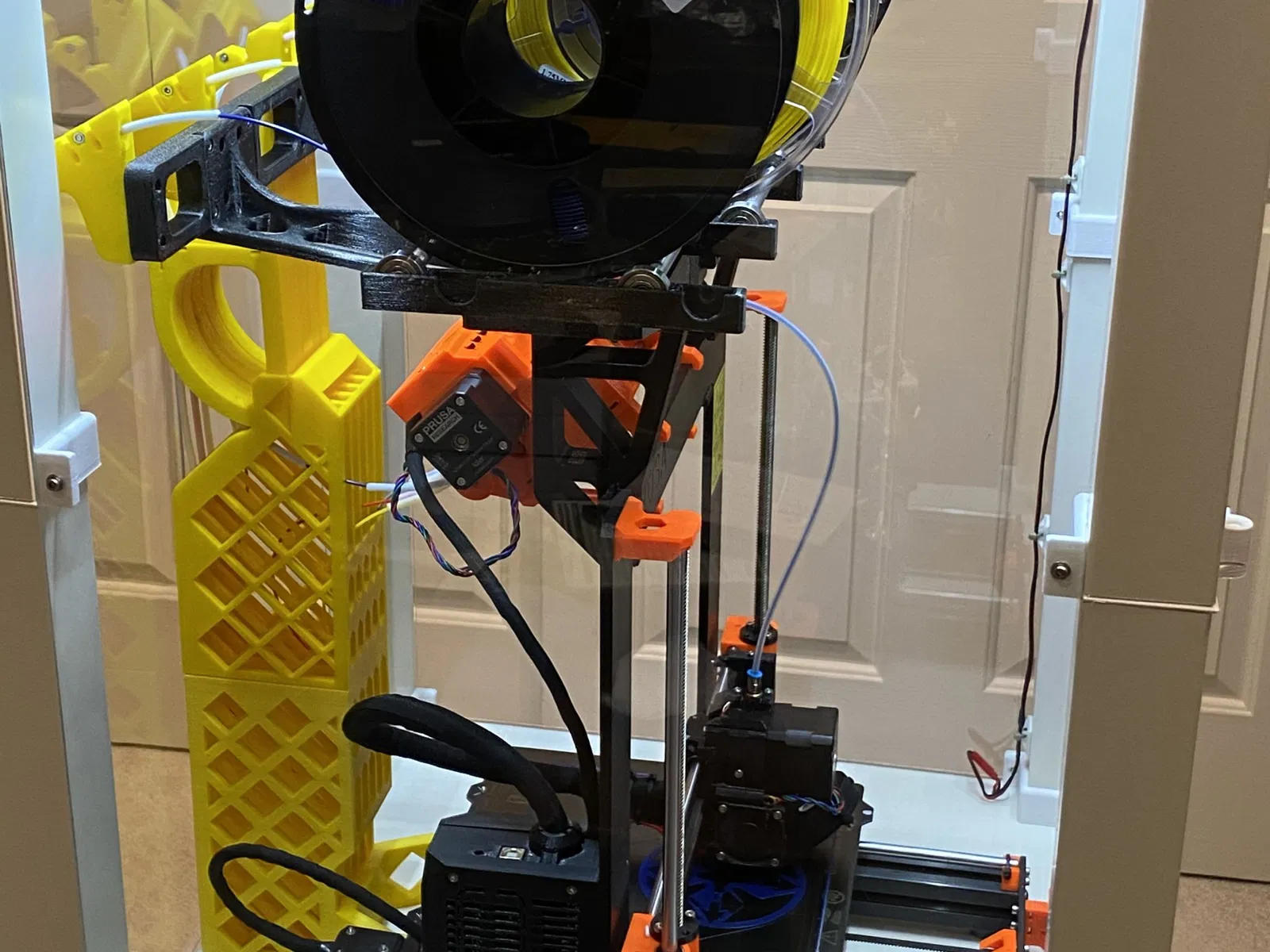
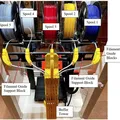
Đây là một thiết kế lại của hệ thống bộ đệm in MMU2S để di chuyển 5 cuộn phía trên máy in và một hệ thống bộ đệm dọc gắn phía sau. Nó tiết kiệm rất nhiều không gian, vừa vặn trong một diện tích 56cm X 56cm (22" X 22"). Nó vừa vặn bên trong một vỏ IKEA Lack được xếp chồng lên nhau (trừ khi bảng điều khiển Mk3S nhô ra một chút).
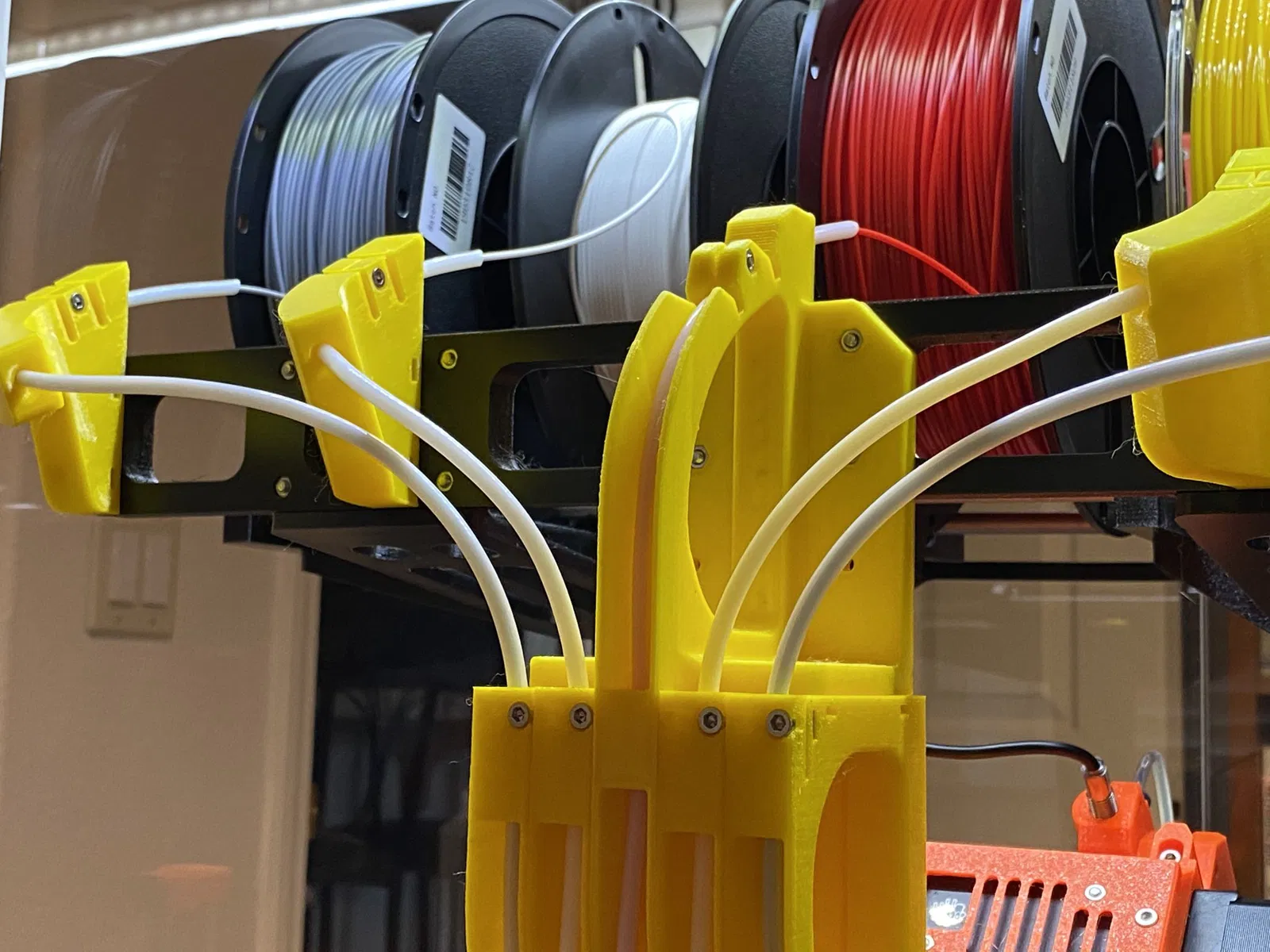
Nó cũng dễ dàng hơn nhiều để cấp liệu filament mới. Các ống tiếp liệu MMU2S đã được rút ngắn xuống dưới 10CM và có nhiều không gian hơn cho các ngón tay để cấp filament vào các con lăn MMU2S. Việc cấp liệu từ các cuộn cũng tương đối dễ dàng với không gian lớn cho tay vào làm việc.
Giải pháp này đã được thử nghiệm với PLA, ABS và PETG. TPU cũng hoạt động. Bất kỳ vật liệu nào có đường kính 1.75mm có thể cuộn thành một vòng tròn đường kính 9cm (3.5") đều nên hoạt động.
Hướng dẫn in
Hướng dẫn lắp ráp bộ đệm Tower Prusa MK4/MMU3 & Mk3S/MMU2S
Danh sách các bộ phận không in: M3 Đai ốc vuông 5.2 X 5.2 Vuông x 1.75mm Dày 44 M3 Đai ốc lục giác Đai ốc lục giác M3 tiêu chuẩn 29 M3 X 12 SHCS Vít đầu lục giác M3 tiêu chuẩn 69
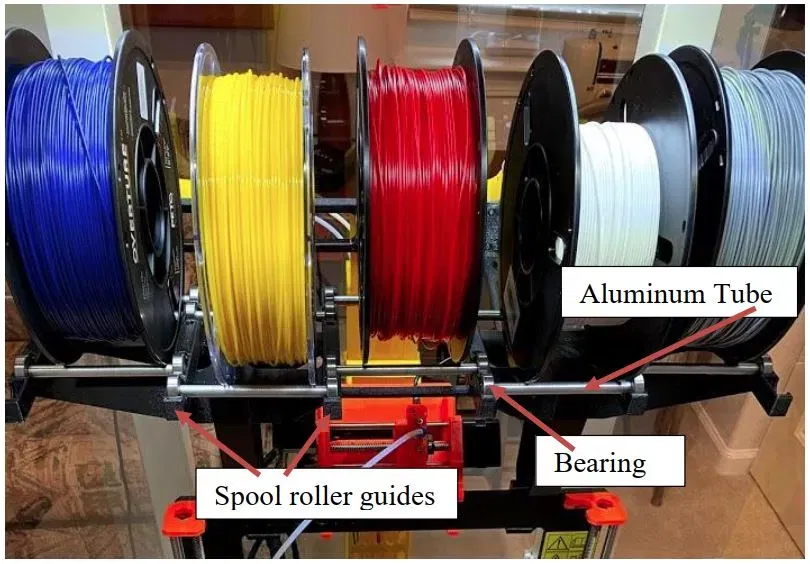
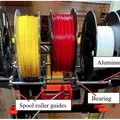
Prusa MMU2S Các bộ phận tái sử dụng: 8x22 Vòng bi (Vòng bi xe trượt) 20 Ống cuộn nhựa Ống nhôm 8MM OD (cắt ngắn) 10 Ống dẫn nhựa 2mm ID X 4mm OD Ống Teflon 3m
1) Tải xuống các tệp in (Tệp G code đơn màu MMU2S sẵn sàng để in và tệp STL để thay đổi thiết lập in được cung cấp). Lưu ý: Các tệp G code được thiết lập để in với vật liệu PETG.
2) Mua phần cứng thương mại từ danh sách các bộ phận, vít M3, đai ốc vuông, đai ốc lục giác, và ống Teflon 4mm OD x 2mm ID (hoặc tái sử dụng ống đệm hiện có).
3) Cắt các ống đệm nhôm hiện có thành 10.5cm (4.25”) dài.
4) Trích xuất và mở danh sách các bộ phận, in 3D các bộ phận, và phần cứng thương mại.
5) In tất cả các thành phần. Lưu ý, một số thành phần khá lớn và sẽ mất hơn một ngày để in!
6) Cắt ống Teflon theo chiều dài cho phần cấp liệu cuộn. Cắt chúng dài hơn một vài cm so với các chiều dài được liệt kê dưới đây và cắt chúng đến chiều dài phù hợp trong quá trình lắp ráp. a. Một ống trung tâm (Cuộn 3): 36cm (14”) b. Hai ống bên trong (Cuộn 2 & 4): 41cm (16”) c. Hai ống bên ngoài (Cuộn 1 & 5): 46cm (18”) d. Năm ống cấp liệu MMU2S: 9cm (3-1/2”)
7) Gỡ bỏ cụm đệm in cũ và các ống. Giữ lại các thanh cuộn và vòng bi.
8) Lắp đặt năm ống cấp liệu MMU2S ngắn vào phía đầu vào của MMU2S.
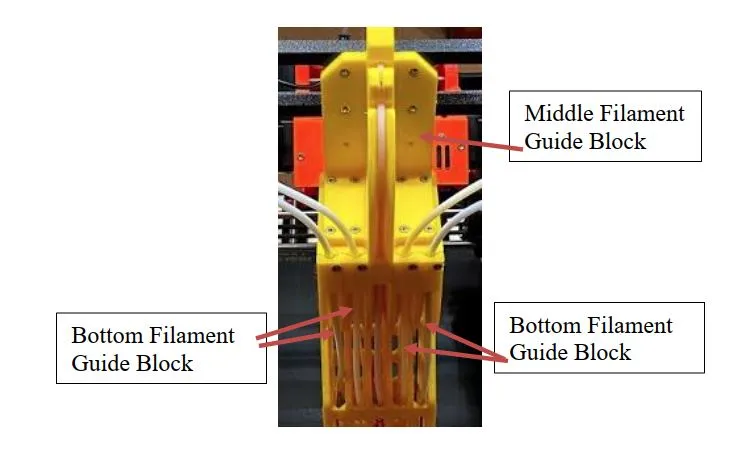
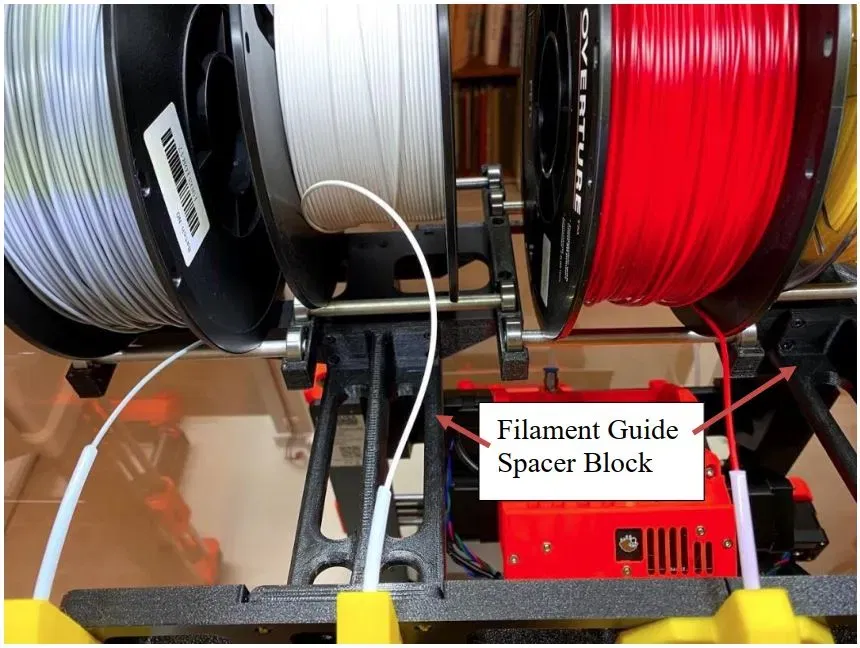
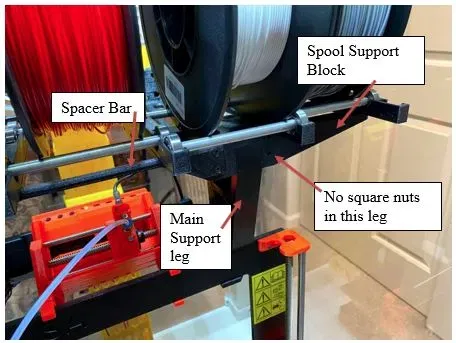
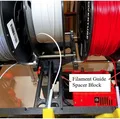
9) Lắp ráp: a. Lắp 4 đai ốc vuông vào chân đỡ cuộn chính rồi khóa chúng lại. Lưu ý rằng các đặc điểm nhô lên được hướng về trung tâm của máy in (hướng về đơn vị MMU2S). b. Lắp 6 đai ốc vuông và 6 đai ốc lục giác vào mỗi khối đỡ cuộn. Lưu ý rằng 2 khe đai ốc vuông không được sử dụng trên mỗi khối, và rằng các đai ốc được lắp đặt để tạo thành một lắp ráp đối xứng. Không lắp đai ốc vuông vào các lỗ vít bên ngoài phía trước (chúng không được sử dụng). Sử dụng 4 vít để cố định mỗi khối đỡ cuộn vào các chân. c. Sử dụng 4 vít, gắn thanh spacer phía trước vào các khối đỡ cuộn. d. Sử dụng 12 vít, gắn sáu hướng dẫn cuộn vào các khối đỡ cuộn. Lưu ý rằng có các cặp bên trái và bên phải. Chèn các ống cuộn nhôm vào các ổ bi và khóa một cặp vào mỗi bộ hướng dẫn cuộn. e. Sử dụng 8 vít, gắn hai khối spacer hướng dẫn sợi vào các khối đỡ cuộn (ở mặt sau của máy in). f. Lắp 4 đai ốc lục giác vào mỗi khối đỡ hướng dẫn sợi, sau đó lắp các khối đỡ lên các khối spacer hướng dẫn sợi bằng 8 vít. g. Lắp 5 đai ốc lục giác vào khối hướng dẫn sợi giữa. Lắp lỏng vít kẹp ống hướng dẫn sợi. Lắp 3 đai ốc vuông vào mỗi trong 4 khối hướng dẫn sợi dưới. Lắp lỏng một vít kẹp sợi vào mỗi trong các khối hướng dẫn dưới. Gắn các khối hướng dẫn sợi dưới vào khối hướng dẫn sợi giữa. h. Khóa nửa trên của tháp đệm vào nửa dưới và lắp nó dưới thanh ngang phía sau của chân máy in. Khóa khối hướng dẫn giữa vào trên cùng của tháp đệm. i. Gắn lắp ráp khối hướng dẫn giữa vào các khối đỡ hướng dẫn sợi bằng 4 vít. j. Lắp 2 đai ốc vuông và 1 đai ốc lục giác vào mỗi khối hướng dẫn sợi cong. Lắp lỏng một vít kẹp hướng dẫn sợi vào mỗi khối. Lắp khối nhỏ hơn trong 4 khối vào khu vực cuộn 2 & 4 của khối hướng dẫn sợi bằng 2 vít mỗi khối.
Cài đặt các khối cong lớn hơn lên các vị trí cuộn 1 & 5 (bên ngoài) bằng cách sử dụng 2 vít cho mỗi cái.
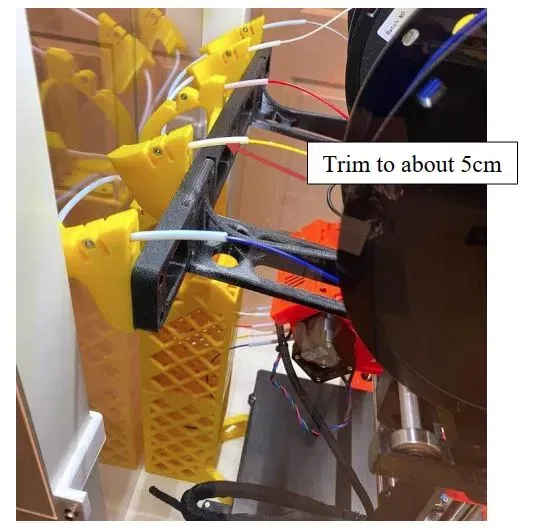
k. Cài đặt ống Teflon dài 36cm (14”) vào khối hướng dẫn giữa (cuộn 3). Đảm bảo nó kéo dài xuống đến mép trên của lỗ tháp và nằm ngay bên trong. Vặn chặt vít kẹp sao cho ống không thể dễ dàng bị kéo ra và một mảnh filament vẫn trượt dễ dàng qua nó. Lặp lại việc cài đặt ống với các đoạn dài tiếp theo ở các vị trí cuộn 2 & 4, sau đó là 2 đoạn dài nhất ở cuộn 1 & 5. Đảm bảo tất cả các ống nằm cách mép trên của vành tháp khoảng 1CM (1/2”). Sử dụng ngón tay của bạn để đẩy các ống về phía trước. Chúng phải có thể vượt qua mép trước của tháp và nhô ra về phía đơn vị MMU2S. Khi đã cài đặt thỏa đáng, cắt phần của các ống hướng về các cuộn filament cách khối hướng dẫn filament khoảng 5cm (2”).
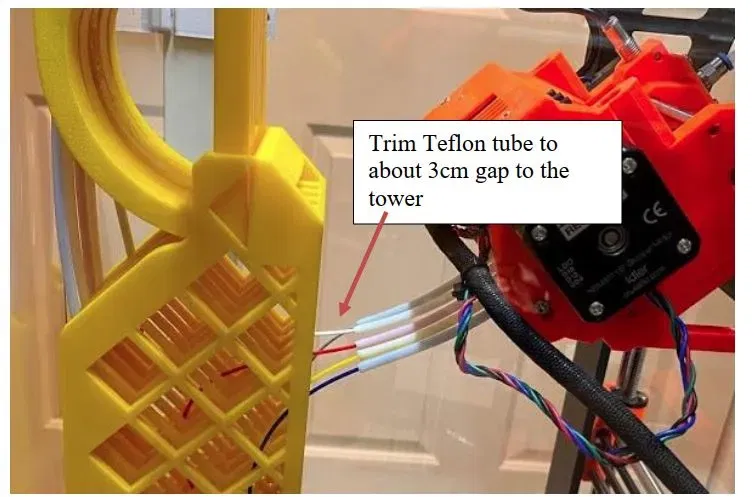
l. Cắt các ống MMU2S sao cho dài khoảng 3cm (1.25”) từ bề mặt của tháp đệm. Những cái này có thể được điều chỉnh xa hơn một chút để tạo khoảng trống cho ngón tay tốt hơn nếu không sử dụng vật liệu in mềm (TPU). Cắt quá xa có thể khiến filament bị mắc kẹt và không trượt xuống vào đệm một cách tin cậy.
m. Kiểm tra và vặn chặt tất cả các vít, căn chỉnh đầu vào của đơn vị MMU2S trên các khe đệm, và lắp ráp đã sẵn sàng để sử dụng!
Mẹo thiết lập:
1) Khi tải cuộn, hãy đảm bảo rằng sợi filament được cấp từ dưới cùng của cuộn (gần nhất với đỉnh của máy in). Cấp từ trên cùng của cuộn có thể khiến cuộn bị kéo ra khỏi kệ.
2) Các ống cấp MMU2S ngắn hơn dường như hoạt động tốt nhất ở khoảng cách khoảng 25mm (1") từ bộ đệm. Tăng khoảng cách này sẽ cải thiện việc nạp ống từ phía bộ đệm, vì vậy có thể cần thử nghiệm để tối ưu hóa điều này.
3) Sử dụng chức năng nạp filament Mk3S. Việc cấp filament vào các ngăn chứa ống tiêu chuẩn có thể gặp vấn đề khi filament không thể đẩy qua đầu ống. Cắt filament theo đường chéo và thử các vị trí cắt chéo khác nhau cho đến khi bạn tìm ra góc tốt nhất để cấp mà không gặp rắc rối.
Giấy phép

File mô hình






































Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!