Bộ Gắn Stealthburner Cho Sovol SV06 Có Hỗ Trợ Klackender
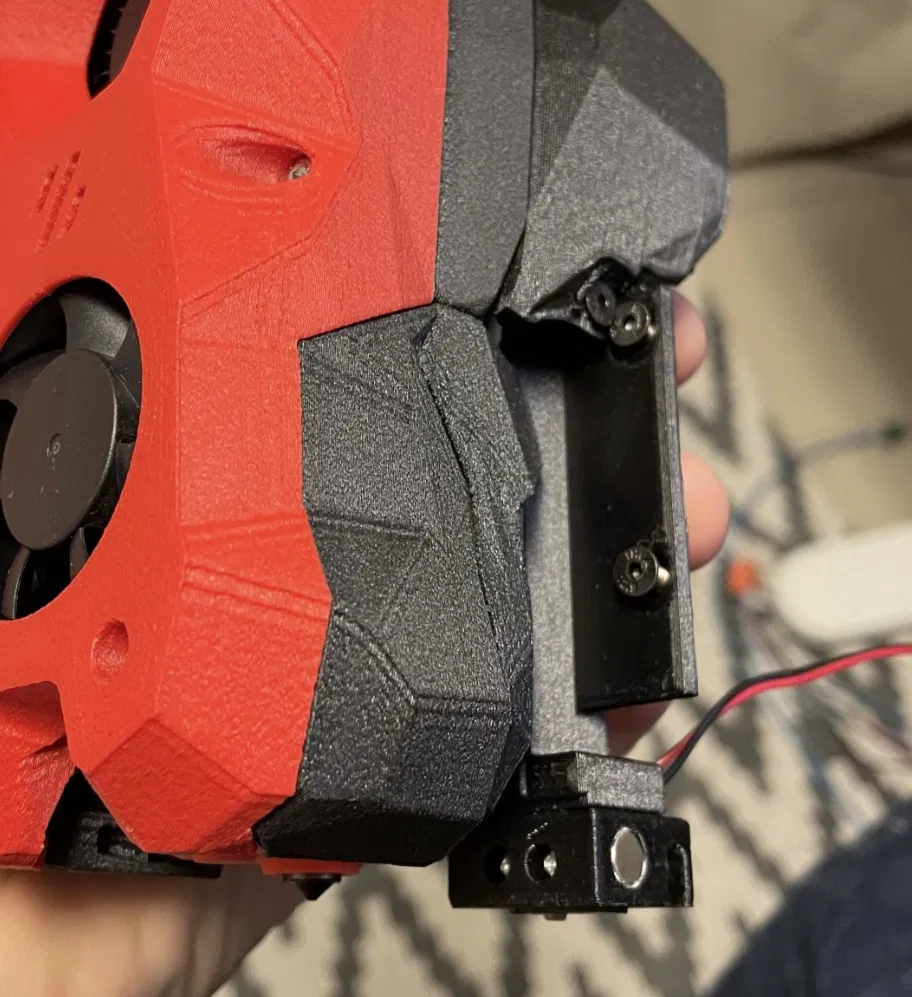
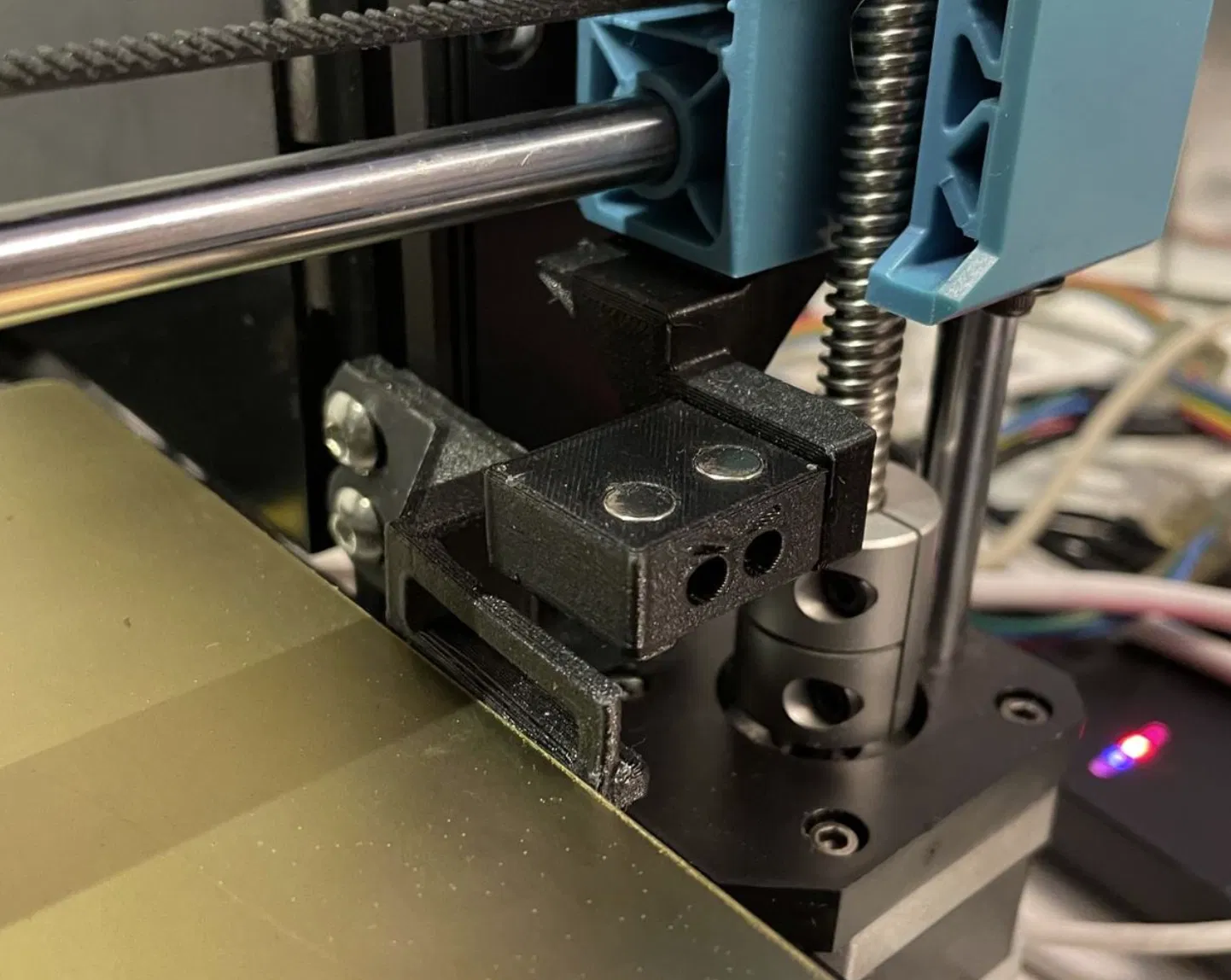
Bộ gắn Stealthburner này cho máy Sovol SV06, có tích hợp hỗ trợ đầu dò Klackender. Bản remix này dựa trên thiết kế của @Eclypse3D_427087. Cần một số ốc và vật tư đi kèm. Hướng dẫn chi tiết và cấu hình Klipper được cung cấp.


Mô tả
Anh em xem mô tả của nhà sản xuất về bộ gắn Stealthburner để biết chi tiết nha. Còn về cái đầu dò Klackender và cách sử dụng, anh em xem hết hướng dẫn ở đây nha: Mình không thêm cái đầu dò vô phần remix được vì bộ gắn Stealthburner nó có giấy phép khác... Anh em sẽ cần mấy con ốc với slot-nut cho cái thanh nhôm 20x40 trên ray để gắn cái giữ đầu dò và một con ốc dài hơn để gắn cái đế đầu dò vào mặt dưới ray phía idler nha, mấy anh em hay mày mò thì chắc có sẵn mấy thứ này ở nhà rồi :-) Anh em cần in cái đầu dò từ kho Klackender và làm theo hướng dẫn lắp ráp nữa. Nam châm thì gắn vừa vô đế đầu dò của SV06. Các file đã được định hướng đúng, xem gợi ý về support cho từng file nha. Mình in bằng CF-reinforced PETG, chắc anh em nên xài ABS nếu có thể. Thay đổi config của Klackender cho SV06: ```ini [probe] pin: PA13 #Dùng SWDIO-pin cho cái này trên SV06. z_offset: 1.550 #Tự đo nha anh em x_offset: 16 # âm là bên trái đầu phun y_offset: 22 # âm là phía trước đầu phun speed: 5.0 lift_speed: 15.0 sample_retract_dist: 1 samples: 3 samples_tolerance_retries: 6 ##[(7x7)-1] / 2 = 24
[(5x5)-1] / 2 = 12
[bed_mesh] speed: 200 horizontal_move_z: 4 mesh_min: 24,30 mesh_max: 208,225 probe_count: 5,5 zero_reference_position: 112.5, 112.5 # Đây là vị trí mà đầu phun của anh em home về Z0. Chỉnh lại cho phù hợp nha algorithm: bicubic fade_start: 1 fade_end: 10
fade_target:
Giá trị z mà fade sẽ hội tụ về. Khi đặt giá trị này khác 0 thì nó phải nằm trong khoảng giá trị z của mesh.
Anh em muốn hội tụ về vị trí home z thì đặt là 0.
Mặc định là giá trị z trung bình của mesh.
split_delta_z: 0.015
Lượng chênh lệch Z (tính bằng mm) trong một lần di chuyển sẽ
kích hoạt chia nhỏ. Mặc định là .025.
move_check_distance: 3
Khoảng cách di chuyển (tính bằng mm) để kiểm tra split_delta_z.
Đây cũng là độ dài tối thiểu mà một lần di chuyển có thể được chia nhỏ. Mặc định là 5.0.
mesh_pps: 4,4
Một cặp số nguyên (X,Y) cách nhau bằng dấu phẩy, xác định số điểm trên mỗi đoạn để nội suy trong mesh theo mỗi trục. Một "đoạn"
có thể được định nghĩa là khoảng không gian giữa mỗi điểm được dò.
Anh em có thể nhập một giá trị duy nhất sẽ áp dụng cho cả hai trục. Mặc định là 2,2.
bicubic_tension: .2
Khi sử dụng thuật toán bicubic thì thông số tension ở trên có thể được áp dụng để thay đổi lượng slope nội suy.
Số lớn hơn sẽ tăng lượng slope, dẫn đến độ cong nhiều hơn trong mesh. Mặc định là .2. [homing_override]
axes: z set_position_z:0 # Cho máy in nghĩ trục Z đang ở zero, để mình ép nó di chuyển lên tránh cào tấm build plate gcode: G90 G1 Z10 F3000 ; di chuyển lên để tránh cào tấm build plate {% if "x" not in (printer.toolhead.homed_axes | lower) %} G28.6245197 X {% endif %} {% if "y" not in (printer.toolhead.homed_axes | lower) %} G28.6245197 Y #Chỉ home XY nếu chúng chưa được home {% endif %} PROBE_OUT G1 X96.5 Y90.5 F6000 G28.6245197 Z PROBE_IN ##Chỉ dành cho Dual Z!! (có motor độc lập, không dùng bộ chia Y hoặc cổng dual Z trên mainboard!)
[z_tilt]
z_positions:
0,117
235,117
# Danh sách tọa độ X, Y (mỗi dòng một tọa độ; các dòng sau thụt lề)
# mô tả vị trí của mỗi "điểm xoay" của bed. "Điểm xoay" là điểm mà bed gắn vào trục Z tương ứng.
# Nó được mô tả bằng tọa độ nozzle (vị trí X, Y của nozzle nếu nó có thể di chuyển trực tiếp phía trên điểm đó).
# Mục đầu tiên tương ứng với stepper_z, mục thứ hai với stepper_z1, v.v. Thông số này bắt buộc phải có.
points:
4,96.5
219,96.5
# Danh sách tọa độ X, Y (mỗi dòng một tọa độ; các dòng sau thụt lề)
# sẽ được dò trong quá trình Z_TILT_ADJUST. Chỉ định tọa độ của nozzle và đảm bảo đầu dò nằm trên bed
# tại tọa độ nozzle đã cho. Thông số này bắt buộc phải có.
speed: 100
# Tốc độ (mm/s) của các di chuyển không dò trong quá trình hiệu chỉnh. Mặc định là 50.
horizontal_move_z: 15
# Độ cao (mm) mà đầu in sẽ được di chuyển đến ngay trước khi bắt đầu hoạt động dò.
Mặc định là 5.
retries: 10
# Số lần thử lại nếu các điểm dò không nằm trong dung sai.
retry_tolerance: 0.01
# Nếu bật thử lại thì thử lại nếu điểm dò lớn nhất và nhỏ nhất khác nhau nhiều hơn retry_tolerance. Lưu ý đơn vị thay đổi nhỏ nhất
# ở đây sẽ là một bước đơn lẻ. Tuy nhiên nếu anh em dò nhiều điểm hơn số stepper thì có thể sẽ có một giá trị tối thiểu cố định
# cho phạm vi các điểm dò mà anh em có thể tìm hiểu bằng cách quan sát output lệnh.
Macros cho KlackEnder
##################################################################### [gcode_macro PROBE_OUT] gcode: G90 G1 Z15 G1 X225 F4000 G4 P300 G1 X5 [gcode_macro PROBE_IN] gcode: G90 G1 Z20 G1 X225 F20000 G1 Y5 #Kiểm tra lại cái này với config [stepper_y] position_min: ... của anh em nha! G1 Z0 G4 P300 G1 X200 F6000 G1 Z10 G1 X5 [gcode_macro BED_MESH_CALIBRATE] rename_existing: _BED_MESH_CALIBRATE gcode: _BED_MESH_CALIBRATE PROBE_IN [gcode_macro G29] gcode: PROBE_OUT BED_MESH_CALIBRATE #G1 Y0 F20000 PROBE_IN [gcode_macro PROBE_CALIBRATE] rename_existing: _PROBE_CALIBRATE gcode: {% if not 'xyz' in printer.toolhead.homed_axes %} G28 {% endif %} PROBE_OUT G90 G1 Z20 G1 X96.5 Y90.5 F20000 _PROBE_CALIBRATE TESTZ Z=20 M117 Tháo Klack ra để tiếp tục hiệu chỉnh! [gcode_macro PROBE_ACCURACY] rename_existing: _PROBE_ACCURACY gcode: {% if not 'xyz' in printer.toolhead.homed_axes %} G28 {% endif %} PROBE_OUT G90 G1 X96.5 Y90.5 F20000 _PROBE_ACCURACY PROBE_IN
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!