Tấm che quạt cho Anycubic Vyper

Tấm che quạt cho đầu in của máy Anycubic Vyper. Chi tiết cài đặt in cho ABS, PLA, PETG, bao gồm nhiệt độ, tốc độ, vật liệu, và lưu ý khi sử dụng quạt làm mát.





Mô tả
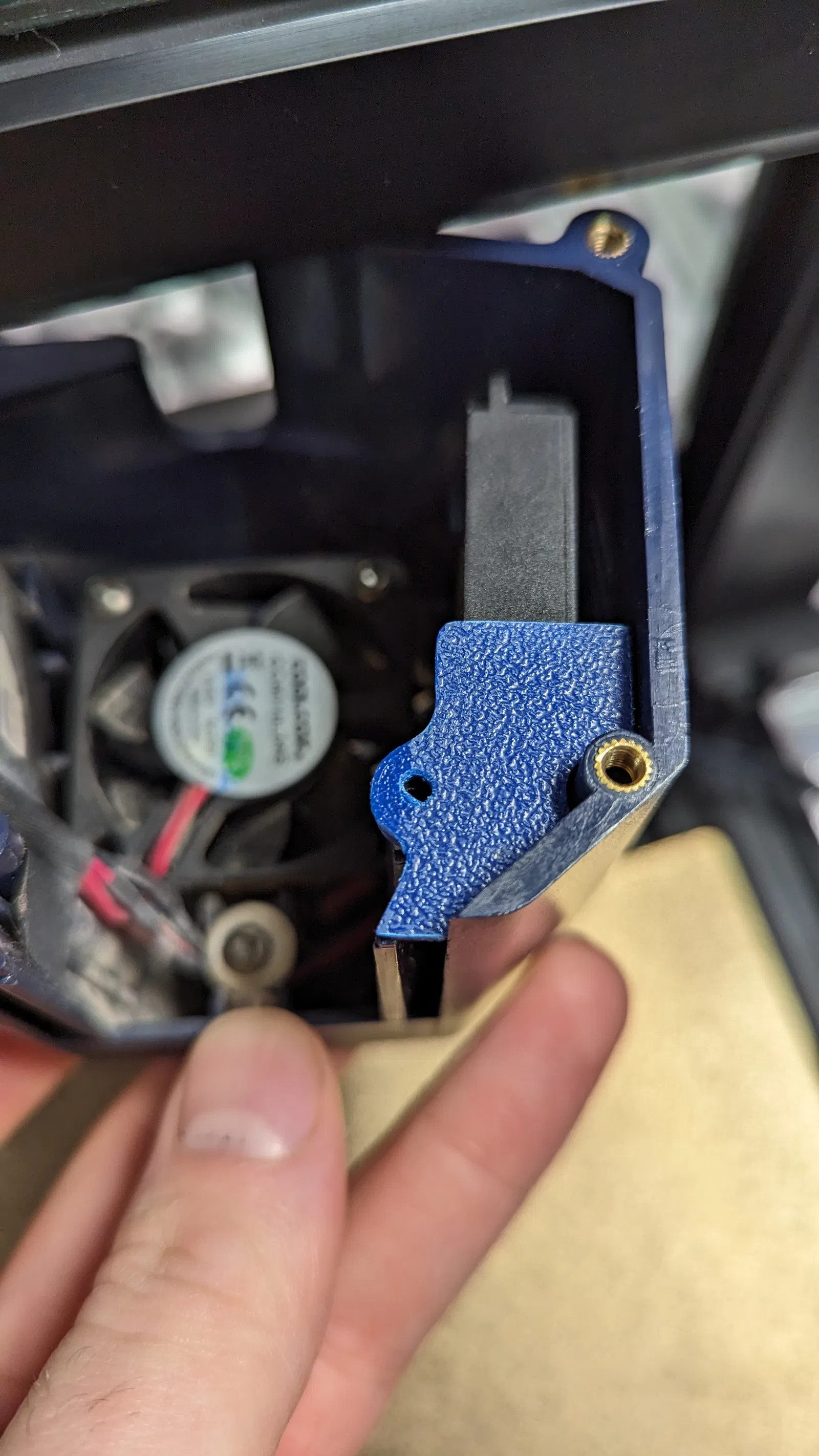
Lúc mà tôi tháo cái đầu in ra để vệ sinh á, tôi để ý thấy hai cái tấm che bị bắt ốc nó bị nứt rồi.
Cái tính tui á, nhảy vô liền với cái ý nghĩ phải tự thiết kế lại trên Fusion 360 cho nó vui.
Nên đây là cho mấy bạn luôn, lỡ có cần đồ thay thế ha
Cài đặt in (đây là cái tôi đã dùng thành công, bạn cứ thoải mái điều chỉnh cho phù hợp với máy của bạn nha)
Cỡ đầu phun (.4mm)
Chất liệu (ABS) PLA hoặc PETG cũng ok thôi
Tôi xài ABS tại quen tay, PETG hay PLA gì cũng được hết á
Hoa văn lớp đầu tiên (Đồng tâm) Hoa văn trên/dưới (Nét kẻ) Tôi thích dùng hoa văn đồng tâm cho lớp đầu tiên vì nó giúp ABS bám tốt hơn và ít bị cong vênh, còn mấy lớp sau thì tôi dùng hoa văn Nét kẻ nha
Độ dày lớp đầu tiên (.3mm)
Độ dày lớp (.2mm)
Bề rộng nét (.4mm)
Tường (2)
Ruột (100%)
Vì là bộ phận nhỏ nên tôi muốn nó thật chắc chắn, không bị nứt nữa
Nhiệt độ bàn in (100)
Nhiệt độ lớp đầu tiên (260) chỉ cho lớp 1 thôi để đảm bảo nó bám chắc
Nhiệt độ in (240)
Tốc độ in (20-30mm/s) tùy máy nha, có thể cần in chậm hơn cho mấy cái tường mỏng đó
Khoảng cách và tốc độ giật lùi (3mm và 40mm/s)
Tốc độ quạt (25% bật từ lớp 8) có thể thay đổi tùy theo độ dày lớp bạn chọn
Ừ ừ tôi biết người ta nói ABS thì không xài quạt, nhưng tôi xài khi in mô hình DND và thành công lắm. Tôi bật nó từ lớp 8 cho mấy cái tường mỏng để giúp chúng đều đẹp hơn.
Mà cũng tùy kết quả nha mấy bạn. Nếu không chắc thì cứ tắt quạt đi nha.
Support (Không)
Brim hoặc tab chống cong vênh (nếu bạn thấy cần)
Tôi không dùng tab hay brim gì hết.
Giấy phép

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!
Chưa có bình luận nào. Hãy là người đầu tiên!