Kẹp Bàn Chải Cho Ender 3 V3 SE

Cái kẹp này giúp gắn bàn chải đồng vào máy Ender 3 V3 SE, cho phép tự động lau vòi phun bằng G-code. Được làm bằng PETG để bền hơn, phần này đi kèm hướng dẫn lắp đặt và mã G-code mẫu để làm sạch cặn.







Mô tả
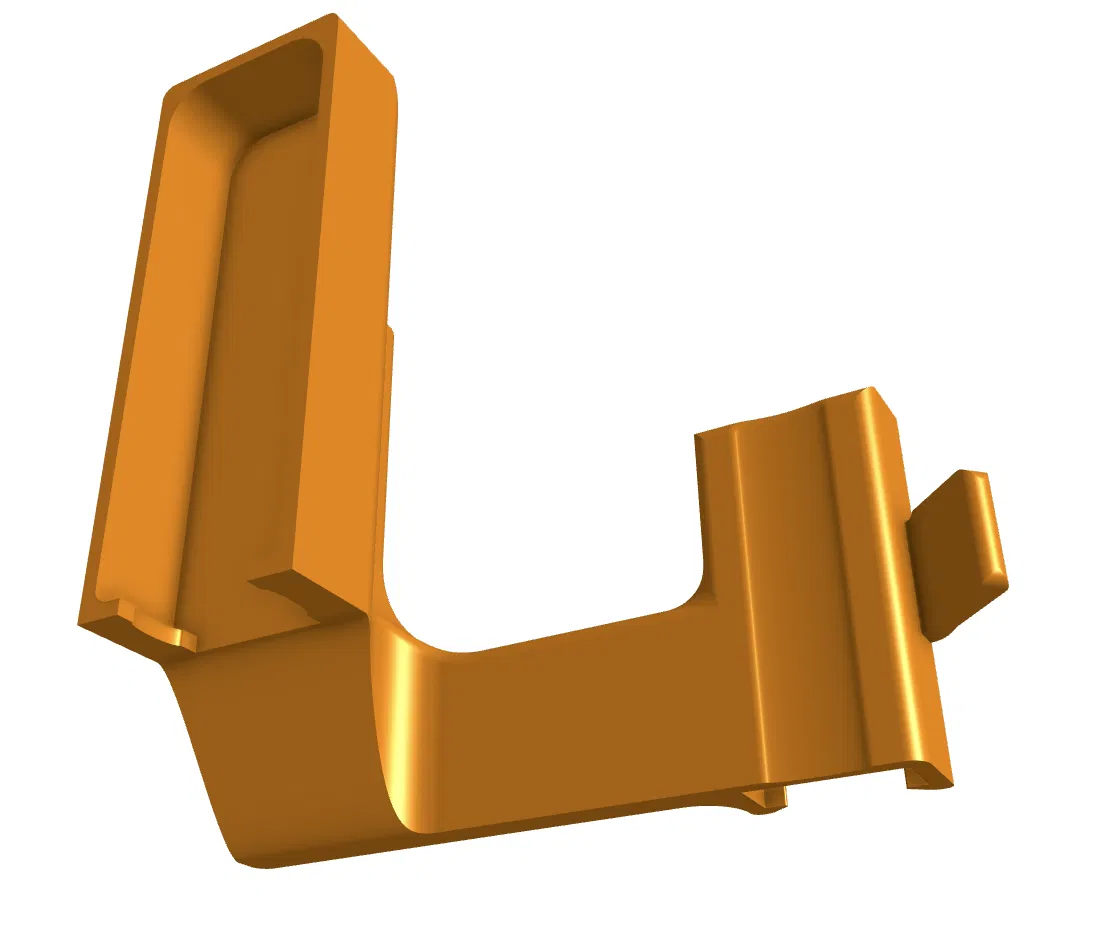
Đây là một cái kẹp để gắn đầu bàn chải đồng đã cắt vào giường của máy Ender 3V3 SE, cho phép bạn sử dụng G-code để tự động lau vòi phun. Đối với tôi, điều này đã giúp loại bỏ các vết bẩn bị kéo từ vạch phun vào bản in chính và làm hỏng lớp đầu tiên.
CẬP NHẬT QUAN TRỌNG:
Hóa ra các phiên bản sau của Ender 3v3 SE sử dụng khung giường từ Ender 3v3 KE, rộng hơn và không vừa với kẹp này. Khung ban đầu mà kẹp này được thiết kế là rộng 8mm, nếu khung của bạn rộng hơn thì bạn có thể cần một trong các bản sửa đổi của mô hình này.
In ấn
Nên dùng PETG nếu bạn có sẵn. Tôi đã in được vài lần với phiên bản PLA ở nhiệt độ giường 60°C, nhưng cuối cùng nó cũng bắt đầu bị cong vênh sau khoảng một tháng. PETG bền hơn nhiều và tôi chưa thấy vấn đề gì.
Phần này được thiết kế với dung sai và nên vừa vặn với cài đặt thông thường, nhưng nếu nó quá lỏng hoặc quá chặt, hãy cân nhắc điều chỉnh "Slicing tolerance" (Cura) hoặc tùy chọn tương đương trong trình cắt lớp của bạn.
Cần một ít vật liệu hỗ trợ, bên dưới là hình ảnh cài đặt cắt lớp được đề xuất của tôi:

Lắp đặt
Kẹp được lắp trên khung kim loại bên dưới giường máy in. Cách dễ nhất tôi tìm thấy để lắp là bắt đầu với giường ở vị trí xa nhất, đặt phần kẹp gần vào hết cỡ vào khung và sau đó nâng phần trước lên, dùng lực đòn bẩy vào khung để bật phần sau của kẹp vào vị trí. Điều này giúp kẹp dễ dàng lắp đặt mà vẫn giữ chắc chắn. Ngoài ra còn có một đòn bẩy ở phía sau kẹp để hỗ trợ tháo gỡ.

Sau khi lắp đặt, hãy kiểm tra xem có bị cấn với vít trục Y phía trước hay không. Trên máy in của tôi thì không bị cấn nhưng rất sát, vì vậy tôi đoán đây có thể là vấn đề với một số người. Nếu có, bạn có thể trượt giá đỡ vào trong để tránh vít.
G-code
Ví dụ về G-code khởi động bằng bàn chải để làm sạch cặn:
Lưu ý: G-code này sử dụng các biến tương thích với Cura. Đối với các trình cắt lớp khác, bạn có thể cần thay đổi các biến thành các giá trị tương đương tương ứng. (Ví dụ: material_bed_temperature_layer_0 → bed_temperature_initial_layer cho orca slicer.)
M140 S{material_bed_temperature_layer_0} ;nhiệt giường để căn chỉnh z-home chính xác
M104 S{material_print_temperature_layer_0 - 60} ;làm nóng vòi phun sơ bộ
M190 S{material_bed_temperature_layer_0} ;chờ nhiệt độ giường
G28 ;Về gốc
M420 S1 ;Bật cân lưới
G92 E0 ;Đặt lại Extruder
M104 S{material_print_temperature_layer_0} ;làm nóng vòi phun đến nhiệt độ in
G1 X120 Y-12 Z0.2 F5000.0 ;di chuyển đến vị trí chờ
M109 S{material_print_temperature_layer_0} ;chờ nhiệt độ vòi phun
G1 X1 Y-12 Z0.2 F5000.0 ;kéo cặn qua bàn chải
G1 X-1 Y20 Z0.2 F5000.0 ;Di chuyển đến vị trí bắt đầu
G1 X-1 Y145.0 Z0.2 F1500.0 E15 ;Vẽ đường thứ nhất
G1 X-1 Y145.0 Z0.4 F5000.0 ;Di chuyển lên một chút
G1 X-1 Y20 Z0.4 F1500.0 E30 ;Vẽ đường thứ hai
G92 E0 ;Đặt lại Extruder
G1 E-1.0000 F1800 ;Rút ngắn một chút
G1 E0.0000 F1800Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!